


摘要:本文通過對我廠現場PRORECTIF93工件軸的軸承易損壞的問題進行分析,提出解決和優化方案:在原來基礎上增加氣密封用來阻止外界雜質,有效地保護并延長軸承壽命,同時也保護了工件軸箱體的精度,取得了成效。
我廠變速箱分廠熱后線的5 臺設備XF1014、XF1015、XF1026、XF1039和XF1040是法國PRORECTIF93的磨床,已使用10年左右。其中,XF1014、XF1015和XF1026采用斜切入式
加工方式,用來加工1~5擋齒輪的錐面和端面;XF1039/1040采用切入式加工方式,用來加工二軸花鍵面和軸頸。
1. 問題
工件軸( 俗稱頭架) 為磨床不可缺少的一部分,在加工精度方面扮演著非常重要的角色,其主要靠主軸的制造精度和軸承的裝配精度來保證。但是我們發現一個問題, 就是軸承使用壽命非常短,約每半年XF1039、XF1040就要更換一次軸承,最多每一年XF1014、XF1015和XF1026就要更換一次頭架軸承。
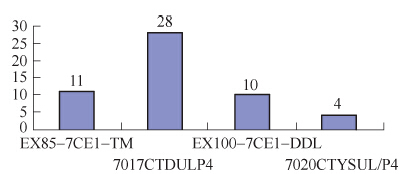
圖1 內磨床頭架軸承消耗情況
圖1簡單統計了5臺設備在3年內磨床頭架軸承的消耗情況。圖中,EX85、EX100軸承是以組為單位,2套/組;7017、7020的是以套為單位,折合成組軸承為28套/2=14組和4套/2=2組;7017可替代EX85,7020可替代EX100。其中左邊是X F 1 0 1 4 、XF1015和XF1026的頭架軸承,而右邊的是XF1039、XF1040的頭架軸承,每臺磨床的軸承裝機量如圖2所示。
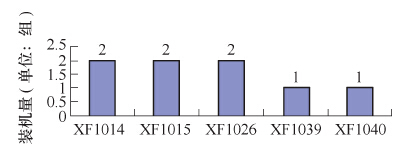
圖2 每臺磨床的軸承裝機量
由于使用的是SNFA軸承,通過SNFA軸承使用手冊,得到相關的一些數據以及計算軸承理論壽命的曲線,并通過該曲線來查找相對應的軸承理論壽命(見圖3)。
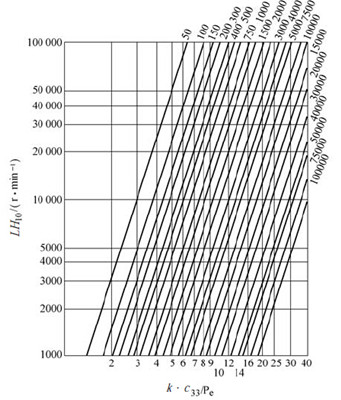
圖3
同時, 根據現場提供的頭架軸承的轉速,XF1014/XF1015/XF1026的轉速為500r/min,X F 1 0 4 0 / X F 1 0 3 9 的轉速為200r/min,通過曲線圖表(注:關于軸承壽命計算公式可以查看相關軸承手冊) , 配合相關數據, 我們可以得到這樣的結論: 在當前轉速下, 5 臺磨床的頭架軸承的正常使用理論壽命為100 000h按一年300個工作日,每天22h運轉,則可以使用100 000/300/22≈15年。當然這只是個理論值,考慮到實際情況,在正常使用下,3~5年軸承肯定沒問題。但是按照我們目前更換軸承的情況來說,每半年或一年就更換,就極為不正常了。
2. 問題分析與解決
通過檢查每次更換下的軸承損壞情況,都有一個共性:就是工作期間大量切削液夾雜著磨屑進入到軸承內部。為什么會有雜質進入到內部呢?我們來看下結構:以XF1040頭架結構為例(見圖4)。
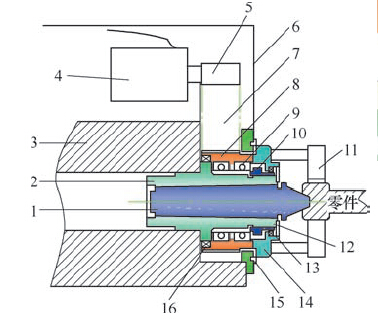
圖4
1.頂尖 2.心軸 3.頭架箱體 4.電動機5.帶輪 6.防護罩 7.同步帶 8.帶輪 9.軸承10.鎖緊螺母 11.撥盤 12.擋水盤13、16.骨架油封 14.傳動法蘭 15.V形密封圈
通過結構圖, 我們很容易就發現問題出在加工工件的過程中,主要原因是磨屑夾雜在骨架油封唇邊上使骨架油封結合面磨損,再通過骨架油封和鎖緊螺母的磨損面進入到軸承內部(見圖5)。
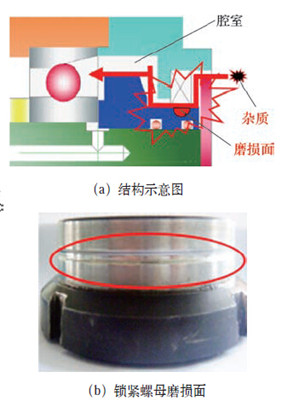
圖5
問題是找到了, 更換鎖緊螺母、骨架密封就可以了,但是這并不是我們的最終目的,因為僅僅是更換,螺母一樣會磨損,雜質還是一樣進入到軸承內部,軸承還是一樣頻繁地損壞。同時頻繁地拆裝軸承也會導致頭架本體孔的磨損, 破壞其精度, 一旦破壞到一定程度,整個頭架就報廢,會嚴重影響車間的生產,甚至導致停產, 尤其XF1039/XF1040是唯一設備,重要性就不用說了。如何做才能尋找到一個有效的辦法,能阻止切削液夾雜著磨屑進入到軸承內部,使軸承使用壽命能達到或接近其理論值呢?
3. 改造優化
回到結構圖,我們看到在鎖緊螺母和骨架油封,靠軸承端有一個腔室,如果能在這個腔室內充滿一定的介質,使該介質能阻止雜質進入就可以。我們就考慮使用壓縮空氣來充當該介質充滿腔室,既氣密封。
氣密封是將壓縮空氣導入需要密封的結構內部使內部形成一個壓力腔,氣體的壓力和走向可有效防止加工時切削液及外部雜質進入密封腔內。而且在工廠內壓縮空氣的資源是很豐富的,氣源多,安裝方便(就這幾臺設備來說,我們曾將這5臺磨床的安全門進行自主改造,取消了控制門運動的氣路,只需要將該氣路引到頭架就可以。同時,因為壓力低,面積小,氣密封所消耗的氣資源遠遠小于原來門所消耗的氣資源)。
開始動手進行改造:(1)通過經驗以及手段判斷心軸的硬度不硬,可以加工,在心軸上開啟兩個氣孔(見圖6)。
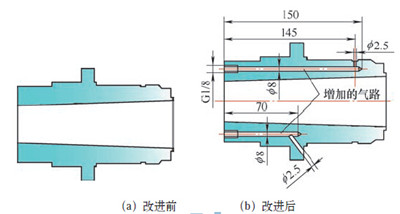
圖6
(2)重新加工擋水盤。紅色部位是擋水盤, 與改進前相比,擋水盤的外圓尺寸由128mm增加到132mm,擋水盤與傳動法蘭之間的間隙由原來的2.5mm縮小到0.5mm,便于壓縮空氣形成氣幕,有效地防止外部雜質侵入(見圖7)。
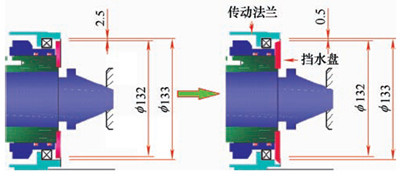
圖7
(3)引氣源。從調壓閥處引出氣源,管徑8mm氣管進入設備內部后用三通將氣路分為兩支管徑6mm的氣路。在頂尖潤滑法蘭上鉆兩個φ 8mm孔,將氣管引入聯接在心軸上(見圖8)。

圖8
(4)設定氣體的壓力。我廠的壓縮空氣的壓力一般在0.4~0.6MPa,如何調整壓力在合適的范圍內? 通過《機械設計手冊》(第2版)我們查到如下字段:旋轉軸唇形密封圈適用于安裝在設備中的旋轉軸端,在壓差≤0.05MPa的條件下,對流體和潤滑脂起密封作用。以此為參考,我們將調壓閥的壓力調整到0.05MPa。
(5)效果驗證。用含有洗手液的液體澆在頭架上驗證效果,大量氣泡產生,說明壓縮空氣達到理想密封效果(見圖9)。

圖9
4. 結語
自該工作實施以來, 所有頭架軸承已使用兩年有余, 未出現精度走失、損壞的問題,徹底解決5臺設備磨床頭架軸承頻繁損壞的故障, 降低設備的故障時間( 平均每年更換軸承時間為120h);同時對頭架本體起到了很好的保護作用( 前面提過:頻繁地拆裝軸承也會導致頭架本體孔的磨損, 破壞其精度, 一旦破壞到一定程度, 整個頭架就報廢) ; 而且降低了維修費用:在3年時間因更換軸承所消耗的資金約為153 087.79元,平均每年消耗51 029.26元。將每年更換軸承的時間折合為:按生產節拍為70件/h,工時成本為5.39元,則為:120×70×5.39=45 276元/年,加 上 節 約 軸 承 成 本 , 總 共 能 為公司節約:51 029.26+45 276=96 305.26(元/年)。
目前我們已將氣密封通過自主改造運用在這5臺設備的砂輪架(俗稱:磨頭)上,用來阻止切削液夾雜著磨屑進入到動靜壓軸承內部,也取得不錯效果。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

