


全新 ANCA 刀具跳動補償技術大幅減少刀具跳動
2021-7-14 來源: ANCA 作者:-
ToolRoom 中的新選項解決刀具跳動,延長刀具壽命,提高生產率
制造高質量高性能的刀具時,需要較小的跳動指數來保證刀具壽命和表面光潔度。磨削前多花些時間對胚料夾持進行設置、或在軟件中進行補償都能實現降低跳動。ANCA ToolRoom 的最新軟件更新里提供了完整的刀具跳動補償選項。
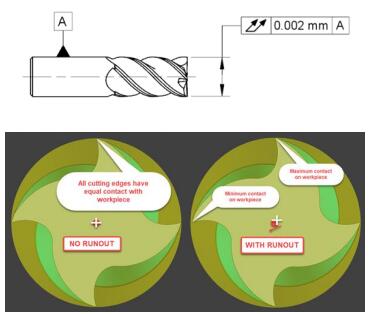
刀具的跳動會產生不均勻的切屑載荷。如上圖所示,這導致了某些排屑槽的負荷過大,磨損很快;而其他排屑槽的負荷太少,這不利于銑削加工。跳動過高的刀具不僅使用壽命更短,而且往往不平衡,更容易損壞。此外,它們還會引起振顫,增加主軸負載,導致工件表面質量問題。相反,均衡的刀具具有更長的壽命,可改善表面光潔度,使成品零件更加精確。
圓周跳動控制立銑刀的特定橫截面,而總跳動則控制立銑刀的整個表面,包括外徑和端面。跳動有兩種:徑向跳動和軸向跳動。徑向跳動是指旋轉軸偏離主軸線但仍與其平行。軸向跳動是指旋轉軸與主軸發生一定程度的傾斜,不再與主軸平行。
ANCA 磨床上,通過圍繞 A 軸(主軸箱)旋轉棒料并使用 ReiShanw 探針來測量跳動。ToolRoom RN34.1版本的最新更新包含 iGrind 中的總刀具跳動測量和補償操作,是對原有軸向跳動補償的擴展。
跳動測量和補償既可在棒料上,也可以在預成形胚料上進行。預成形棒料是已經開過槽的刀具,例如需要重新修銳的刀具。端面補償用于通過探測靠近刀具末端的單個點來補償軸向跳動。這種類型的補償只支持端面操作。
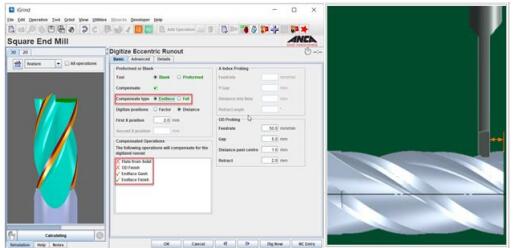
軸向跳動補償
總跳動或完全補償將測量和補償徑向跳動和軸向跳動。他們都在制造過程中進行并探測兩個點。一點在刀具頂端,另一點位于刀柄。利用探測結果,用戶能夠將磨削過程轉換到棒料的中心線,而不是 A 軸的中心線。
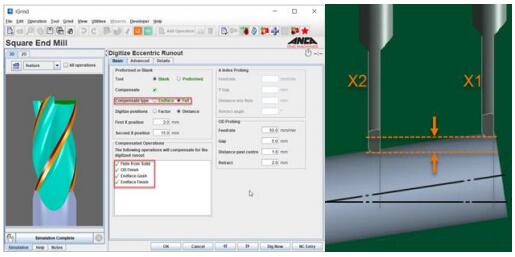
總跳動補償
重要的是當立銑刀旋轉時,每個齒在工件的相同位置切削,這樣可以延長刀具壽命和確保有效切削。同一批次的每個刀具都可以測量并補償跳動,保證整個批次都在公差范圍內。
鉆頭和鉸刀的跳動會導致孔過大。通過使用跳動補償可以避免這種情況。下圖顯示了補償后的測試結果。

上表中的所有長度值均以毫米為單位
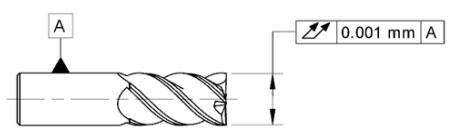
補償使跳動小于 1 微米
需要注意的是,精度控制從棒料的質量就開始了。與普遍的看法相反,硬質合金棒料可能并不圓,可能有彎曲或有一定的錐度。要確保檢查棒料的尺寸和精度、清潔度,并在插入端加工倒角。棒料的直線度應在0.001mm(0.00004”)以內,圓度應在 0.0005mm(0.00002”)以內,以達到上述精度。
對于許多精密刀具制造商來說,跳動帶來的困難一直是生產上的痛點。這項新功能解決了這個難題,確保了用戶能制造出高品質的刀具——確保您生產的第一百個刀具和第一個刀具的質量一樣高。
新的完整刀具跳動測量和補償操作選項現已加入 ToolRoomRN34.1 版本,將幫助客戶減少夾頭和夾頭適配器的調試時間、減少因跳動而產生的廢品,并大幅提高生產率。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

