


普通磨床進給的步進電機控制改造
2021-9-14 來源: 中國航發貴州黎陽航空發動機有限公司 作者:盧森
摘要:用 PLC 控制步進電機驅動器,實現加裝的步進電機方向和速度控制。電機的進給控制分連續和斷續方式,且速度在運動中可調。
關鍵詞:步進電機;PLC;脈沖;進給方式;速度控制
0 引言
普通磨床,由于生產的需要,要實現在磨削過程中的自動進給控制。機床原來的進給,是由操作者通過刻度盤手工控制的,勞動量相當大,很容易造成工人疲勞,且精度也無法從工藝上保證。由此,在自動進給方向,引進了步進電機,來實現進給。
1、 配置研究
步進電機驅動的開環伺服機構,通常采用 PLC(或步進電機控制器)+步進驅動器+步進電機的結構形式。PLC 對比于步進電機控制器,更靈活方便,功能的擴展性更好,工程中選用 PLC。
1.1 行程控制
由數控滑臺的結構可知,滑臺的行程正比于步進電機的總轉角,因此只要控制步進電機的總轉角即可。由步進電機的工作原理和特性可知,步進電機的總轉角正比于所輸入的控制脈沖個數,因此可以根據伺服機構的位移量,確定 PLC 輸出的脈沖
個數:

1.2 速度控制
伺服機構的進給速度取決于步進電機的轉速,而步進電機的轉速取決于輸入的脈沖頻率;因此可以根據該工序要求的進給速度,確定其 PLC 輸出的脈沖頻率:

1.3 進給方向控制
進給方向控制即步進電機的轉向控制。步進電機的轉向可以通過改變步進電機各繞組的通電順序來改變其轉向。
1.4 PLC 選型
選用三菱 FX1s-MT 型 PLC,是因為其能同時輸出兩組100 KHz 脈沖,而且成本較低。DRVA 指令(絕對位置控制)和DRVI 指令(相對位置控制)能很好地控制電機的方向和速度。
1.5 驅動器及步進電機選型
選用 86 步進電機套裝 (兩相混合式步進電機+步進電機驅動器)。步進電機步距角 1.8°,12.5 N·m(標稱值),步距角精度±5%。步進電機驅動器自身需要 AC 18~80 V 供電,實際采用 220 V/50 V 變壓器為驅動器供電。與 PLC 的連接,另需要DC 5 V 的供電。
1.6 驅動器與 PLC 的連接
當 Vcc=5 V 時,R1=R2=0 Ω;當 Vcc=12 V 時,R1=R2=510 Ω;當 Vcc=24 V 時,R1=R2=1.5~2 KΩ。實際采用 5 V 輸出的開關電源供電。驅動器與 PLC 的接法如圖 1 所示。
圖 1 驅動器與 PLC 的接法
2、調試中問題處理
電機脫機的調試,只能完成空載及預估速度與方向的調整,實際的控制效果,還需要上機調試的。
調試中出現的問題,主要體現在以下方面:
2.1 行程值的設定
電機的轉動速度轉換成直線速度,是需要計算的。設置好脈沖數,轉換成分鐘轉速,通過傳動比,轉換成伺服機構轉速,最后轉換成直線速度。但在工程應用中,可以直接觀察伺服機構的直線移動速度,來調整速度值,通過記錄這些值,來完成初始值的設定。
2.2 D 值的設定
指令:[DRVA D140 D0 Y0 Y2]中,原點位置數據存放于32 位寄存器 D8140 里。當某些條件觸發,D140 中的數值,通過傳送指令:[DMOV K8000 D140] 獲取。K 的取值:-32768~32767,由此也限定了 Y0 在一個行程的最值。如果這個最值滿足不了需求,則當采取另外的措施。
2.3 初始速度值的設定
由于加工及操作的需要,設定了高中低三種速度,高速固定,中低速在設定初值的基礎上,連續可調。高中低三種速度,根據現場需要設定。由于工作選擇中有斷續式加工,這種工作方式為固定時間的進給,由此,進給量會隨速度變化而變化。由于此方向的加工并不涉及定位精度,故此模式可行,并得到驗證。
3、PLC 部分接線圖及程序
3.1 PLC 輸入接線圖(圖 2)
3.2 調試完成后的部分 PLC 程序
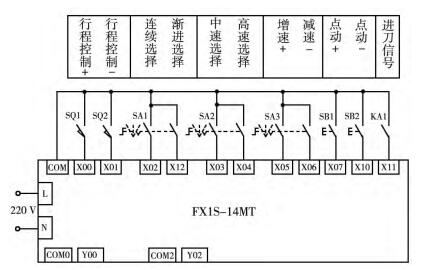
圖2 PLC 輸入接線
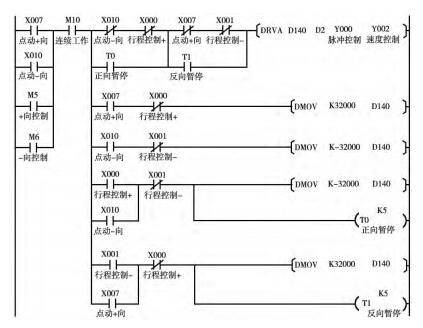
圖 3 連續工作方式 PLC 程序
3.2.1 連續工作方式(圖 3)
3.2.2 漸進工作方式(圖 4)
3.2.3 中低速調速程序(圖 5)

圖 4 漸進工作方式 PLC 程序
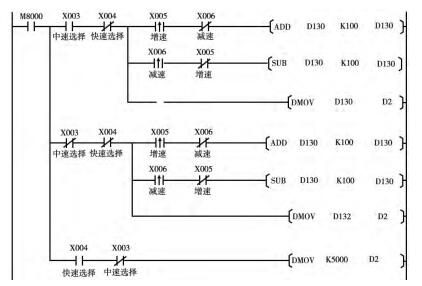
圖 5 中低速調速 PLC 程序
4 、結束語
初次上電,需要對系統初值作一次設定(由設計人員完成),設定好之后,操作者只需根據自己需要,調整相應的速度即可,但這只針對機床為斷電時有效。當機床重新上電后,機床中低速恢復到系統設定值。
改造效果看,很好地完成了當初的設計要求。從使用效果看,極大地減輕了工人的勞動強度。
普通磨床的步進電機進給改造,在我廠的應用中尚屬首次,具備很好的推廣價值。本工程造價材料費用不到 2000 元,卻使操作者勞動量大大降低,同時使機床有了半自動加工的概念,是物超所值的。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

