


摘要:文中對西門子可編程控制器(S7-200PLC)和組態軟件應用于BX2320 型龍門刨床電氣控制系統的改造做了介紹,對系統硬件組成和軟件設計進行了闡述。技術改造后,該系統的硬件電路得到了簡化,使工作臺的進給速度
和刨刀的進刀量直觀的顯示。
龍門刨床是機械制造業中的主要工作機床。常用它來加工大型機械零件,如導軌、立柱、箱體和機床的床身等部件。BX2320 型龍門刨床,是通過操作站按鈕控制機械動作,以達到機電緊密配合完成預定的操作,是機械與電氣結構聯合動作的典型控制,是自動化程度較高的機床。但在實際操作中,能夠準確顯示工作臺的進給速度是非常困難的,特別是在精加工中,刨刀的進給量能夠準確地輸入與顯示也是無法實現的,進而嚴重地影響加工精度。以往進刀量的調整只能用波段開關,階梯式的輸入,隨著工業自動化的發展,對工業智能化程度的要求越來越高,這就需要使用智能化程度高的控制系統來取代傳統的控制系統,使電氣控制系統的工作更加靈活、可靠,更容易維修,更能適應經常變動的工藝條件。基于這些問題,筆者提出了利用西門子S7-200 和觸摸屏對BX2320 刨床電控系統進行技術改造的方案。
1、 觸摸屏與交流伺服的接口定義
觸摸屏廣泛應用在工業中,方便,易于遠程控制。采用MT6100iV3 觸摸屏和EeayBuilder8000 組態軟件配合PLC 來替代電氣控制柜上的按鈕和選擇開關等物理元器件,并且還可以通過觸摸屏來監視銑床工作臺的進給速度,進刀量以及運行動作情況等。BX2320 刨床的工作臺控制器工作原理圖見圖1。
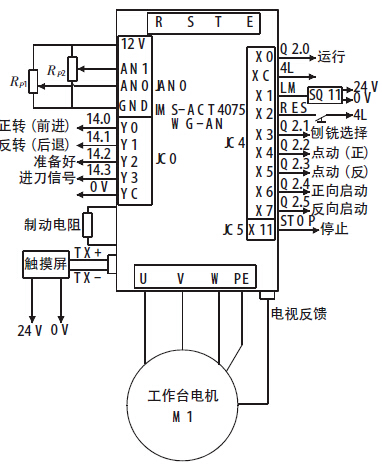
圖1 工作原理
電路中采用的IMS-A 系列伺服控制器,功率為75 kW,可編程控制器的輸入為I,輸出到PLC的信號為Y[1-2], 觸摸屏采用威綸生產的10 吋TFTLCD 觸控式屏幕人機界面,型號MT6100iV3,該觸摸屏的特點,一是10"800×480 TFT LCD;二是無風扇冷卻系統;三是內建儲存內存及萬年歷;四是NEMA4/IP65 面板防護等級;五是LED 背光;六是USB Host 及USB Client 下載;七是內建電源隔離防護器;八是COM1 及COM3 的[RS485] 2W 支MPI 187.5K,但同時間只能擇一使用。觸摸屏與伺服控制器的連線電路簡單,外接DC24 電源,通信協議為Modbus,接口[RS485],連線簡單通訊可靠。
2 、觸摸屏的組態及仿真
2.1 EeayBuilder8000 組態編輯
EeayBuilder8000 組態編輯EasyBuilder8000 (簡稱EB8000) 是臺灣威綸科技公司開發的新一代人機界面軟件,適用于該公司MT8000 和MT6000 系列所有型號的產品。通過對系統的分析,在該系統中,依靠EB8000 系統設計組態畫面,實現對系統操作和監控。
點擊工具條上的“數值顯示”按鈕,打開“數值顯示元件屬性”對話框。在“一般屬性”選項卡中,設置“讀取地址”為1#fe7a,二進制數,讀取字數為l 。PLC 名稱為IMS SERVO。數值顯示的格式與圖2 中的相同。在數值顯示元件的左邊和右邊,分別生成文本“快速移動速度”和“mm/min”。

圖2 數值顯示元件的組態圖
2.2 觸摸屏的運行與仿真
設計好觸摸屏的畫面后,如果沒有觸摸屏,但是有PLC,可以用PLC 的下載電纜連接計算機RS-232C 串口和PLC 的通信接口,進行在線仿真,用計算機上出現的仿真觸摸屏實現真實觸摸屏的功能。這樣方便了工程的調試,節省調試時間。仿真也是完善觸摸屏的畫面組態和調試的重要途徑。如果要在線仿真,需先保存組態文件,再執行“工具”→ “編譯”,然后把軟件管理器調出來,方法是“開始” → “程序” → “EasyBuilder” →“EasyManager”,軟件管理器EasyManager,集中管理上載,下載,在線仿真,見圖3。
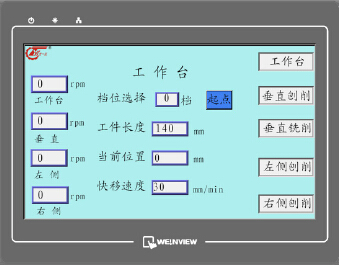
圖3 垂直刨削仿真界面圖
該界面中能夠清楚顯示工作臺的速度,垂直、左側和右側的速度,設置工件的長度,工作臺當前的位置,步進速度的設定,檔位選擇都能夠直觀表示出來[3-4]。
3、 結束語
文章所述方案是對原先加工過程中無法準確顯示進給速度和控制進刀量,系統進行伺服與觸摸屏改造而成,該套方案已在6M 重型龍門刨床上成功應用,運行可靠,用戶反饋使用效果良好。并有新的用戶簽購該控制方案的重型龍門刨床,取得較好的經濟效益和社會效益。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

