


摘要:簡要介紹BQ 型龍門刨床工作臺板拖動換向的一些缺點,運用PLC 技術對電氣控制系統進行技術改造升級。對改造的方法作必要的介紹。
隨著造紙行業的飛速發展,現在的造紙設備都是大型成套化,比如我們公司的紙機就是紙幅寬達9 米,所以在維修、加工制作紙機各種大型部件時,大型龍門刨床應用的很多,其加工效率和加工質量,直接影響到維修、加工制作部件的速度和質量。大型龍門刨床( B2012A) 原來采用“電機擴大機———發電機———電動機”系統調速,擴大機僅供
給發電機以勵磁,發電機供電給電動機。其調速原理是由某些接觸器、繼電器的觸點的閉合( 斷開) 串入( 消去) 一定值的可變電阻,通過調速電位計改變擴大機控制繞組中的電流,由此改變發電機勵磁電流和輸出電壓,從而改變主拖動直流電機的外加電壓來調節直流電機的轉速。控制系統采用大量接觸器、繼電器來實現刀架、橫梁等部件控制,隨著幾十年的運行,工作效率低下,換向沖擊大,占地面積寬,噪音大,難維護等一系列缺點逐步體現,嚴重影響了該刨床運行時的經濟效益。我們設計了龍門刨床雙閉環直流調速系統,以PLC 程序取代原來的控制系統,消除其諸多弊端,使該刨床能經濟有效運行。
1、 龍門刨床概述
1. 1 龍門刨床的結構特點
龍門刨床是制造重型設備,如大型軋鋼機、氣輪機、發電機、電動機、造紙機、礦山設備等不可缺少的工作母機。應用非常廣泛,具有多種控制要求。龍門刨床的平面布置圖如圖1 所示,龍門刨床主要由七部分組成,其橫向布置如圖2 所示。
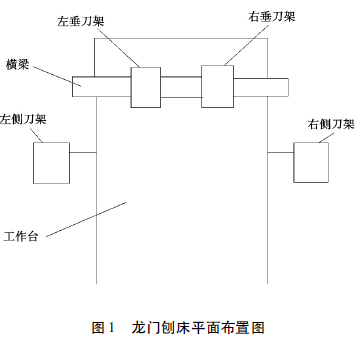
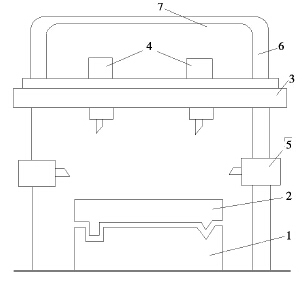
圖2 龍門刨床橫向布置圖
注: 1 - 機床水平導軌( 機架) ; 2 - 滑動工作臺; 3 - 上下移動橫梁; 4 - 垂直刀架; 5 - 右側刀架; 6 - 機床豎直導軌; 7- 機床上梁
1. 2 龍門刨床的工藝特點
龍門刨床主要用來加工大型工件的各種平面、斜面、槽。特別適宜于加工大型的、狹長的機械零件,如機床的床身,箱體,導軌等。其生產工藝特點是工作臺與工件頻繁地進行往復運動。工件的切削加工僅在工作行程內進行,而返回行程只做空運轉。在切削時沒有進給運動,只在工作臺返回行程轉到工作行程的期間內刀架才位移一定的距離。因而龍門刨床的主運動是工作臺和工件的縱向往復運動。輔助運動是刀架沿橫梁的左右移動。龍門刨床工作臺速度運行圖如圖3 所示。
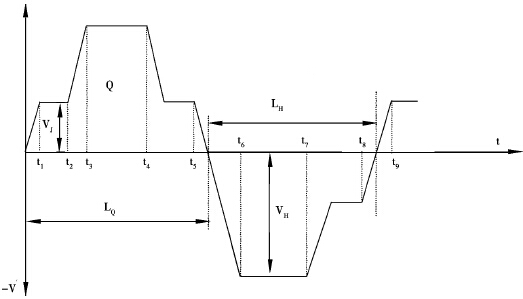
圖3 龍門刨床工作臺速度運行圖
注: LQ———工作行程; LH———返回行程; VJ———刀具慢速切入速度; VQ———切削速度; VH———返回速度; 0—t1———工作臺
前進起動階段; t1—t2———刀具慢速切入階段; t2—t3———加速至穩定工作速度階段; t3—t4———穩定工作速度階段; t4—t5———
減速退出工作階段; t5—t6———反接制動到后退工作階段; t6—t7———后退穗定速度階段; t7—t8———后退減速階段; t8—t9———
后退反接制動階段
1. 3 現有龍門刨床控制系統存在的問題
從速度運行圖( 圖3) 可以看出,在龍門刨床的工作過程中,對起動、制動特性要求很高,由于換向快,正反向起動、制動頻繁,其中有很大一部分時間是工作在過渡過程中,為了提高生產效率,顯然必須盡量縮短換向過渡時間。但是換向的時間愈短,起、制動電流就愈大,這樣又容易損壞電機,而且換向時速度突變使刨床產生較大的機械沖擊,這對工作臺主拖動直流電機和傳動機構都有很大的影響,導致傳動部件的快速磨損,降低刨削加工質量。而且,由于現有龍門刨床大多數采用的是“電機擴大機—發電機—電動機( K - F - D) ”主拖動系統,少數改進為可控硅直流調速系統( SCR - D 系統) ,因此都還存在投資大、用料多、耗電量大、占地面積寬、噪音大、難維護等一系列缺點。因此,平滑調速,提高調速精度和工作效率,消除換向沖擊,保護主電機和傳動機構,并改善操作性能,成為大型龍門刨床期待解決的技術問題。
2 、系統邏輯控制電路設計及PLC 程序實現
2. 1 可編程序控制器( PLC) 的選擇
可編程控制器作為工業自動化的核心設備其應用極為廣泛,可以說只要有工廠,有控制要求,就會有PLC 的應用。由于PLC 的品種、型號、規格、功能各不相同,綜合多種因素考慮,本設計選擇了日本三菱公司生產的FX—48MR 型機。
2. 2 龍門刨床邏輯控制電路改造及工作原理
龍門刨床的生產工藝特點,決定了它的自動控制線路比較復雜。盡管龍門刨床型號不同,拖動方式也不同,但都包含機組啟動,刀架移動,橫梁升降和工作臺往返等自動控制線路。在舊型號刨床中多采用繼電器進行龍門刨床自動控制,其缺點是不但體積龐大,占地面積大,而且控制過程中能量消耗也大,可靠性低,尤其是改變生產程序很困難,用PLC對龍門刨床自動控制進行改造,提高了生產效率。
2. 2. 1 手動調節部分
2. 2. 1. 1 垂直刀架快速移動
如圖4,當進刀開關( X014) 打在快速移動檔,X014 通,按下SB3( X000 通) 垂直刀架通過Y015—X000—X014—Y001—( Y000) 使KM1 - Q 得電,垂直刀架運動,方向由機械部分控制,松開SB3 后,運動停止。
2. 2. 1. 2 右側刀架快速移動
如圖5,當進刀開關( X015) 打在快速移動檔,X015 通,按下SB4( X000 通) 右側刀架通過Y015—X001—X015—X024—X025—X003—Y003—( Y002 )使KM2 - Q 得電,右側刀架運動,方向由機械部分控制,松開SB4 后,運動停止。
2. 2. 1. 3 左側刀架快速移動
如圖6,當進刀開關( X016) 打在快速移動檔,X016 通,按下SB5( X000 通) 左側刀架通過Y015—X002—X016—X024—X025—X003—Y005—( Y004 )使KM3 - Q 得電,左側刀架運動,方向由機械部分控制,松開SB5 后,運動停止。

圖4 垂直刀架運動PLC 梯形圖

圖5 右側刀架運動PLC 梯形圖

圖6 左側刀架運動PLC 梯形圖
2. 2. 1. 4 橫梁運動規律
按橫梁上升按鈕———夾緊機構自動放松———放松后橫梁上升———上升完畢橫梁自動夾緊。按橫梁下降按鈕———夾緊機構自動放松———放松后橫梁下降———下降完畢橫梁回升———回升完畢橫梁自動夾緊( 回升的目的是保證橫梁能可靠地夾緊在應有的位置上) 。
( 1) 橫梁上升
如圖7,當按下SB6 ( X003 通) ,經過Y015—X003—( M1) 是M1 得電,M1 常開觸點閉合,通過X017—M1—Y010—( Y011) 并自鎖,使KM5 - H 得電,橫梁先放松,當放松到完全時,橫梁上的限位開關SA4 斷電,從而使常閉觸點X017 斷開,與此同時常開觸點X017 閉合,KM2 - Q( Y006) 通過X017—M1—X026—X004—Y007—( Y006) 得電,使橫梁上升。放開按鈕SB6( 常開觸點X003 斷) 上升停止,由于X017 常開觸點仍然是通的,使KM5 - Q( Y010) 通過X017—M1—Y011—( Y010) 得電,橫梁夾緊并自鎖,橫梁上的限位開關SA4 斷開,常開觸點X017 斷開,恢復原態,防止橫梁不夾緊而懸在空中。當夾緊到一定程度時,電動機M5 上的電流繼電器電流大到一定值時,使得KA9 斷開,X012 失電,電動機M5 停止夾緊。在橫梁上升過程中,若橫梁碰到龍門頂,限位開關SA14( X026) 斷開,橫梁停止上升。在橫梁運動過程中,信號燈HL 始終是亮的。
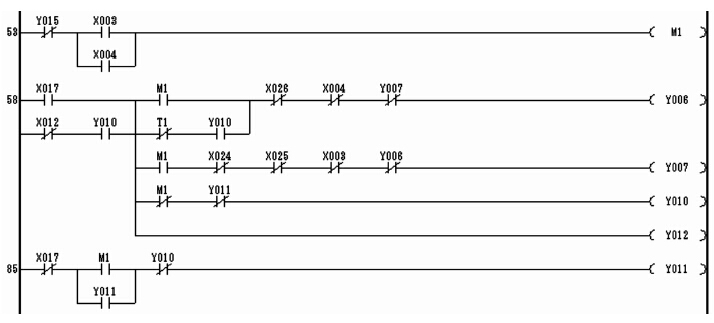
圖7 橫梁運動PLC 梯形圖
( 2) 橫梁下降
如圖8,當按下7SB( 常開觸點X004 通) ,經過Y015—X004—( M1) 是M1 得電,M1 常開觸點閉合,通過X017—M1—Y010—( Y011 ) 并自鎖,使KM5 - H 得電,橫梁先放松,當放松到完全時,橫梁上的限位開關SA4 斷電,從而使常閉觸點X017 斷開,與此同時常開觸點X017 閉合,KM2 - H( Y007)通過X017—M1—X026—X004—Y006—( Y007 ) 得
電,使橫梁下降。放開按鈕7SB ( 常開觸點X004斷) 下降停止,由于X017 常開觸點仍然是通的,使KM5 - Q( Y010) 通過X017—M1—Y011—( Y010)得電,橫梁夾緊并自鎖,在開始夾緊的同時,Y010 常開觸點閉合,而由于下降停止,( Y007) 失電,常閉觸點Y007 通,( T1) 開始計時,經過0. 10s 的延時,即在延時期間,常閉觸點T1 還是通的,延時到后T1 就斷開了。

圖8 橫梁上升延時PLC 梯形圖
經過X012—Y010—T1—Y010—X026—X004—Y007—( Y006) 橫梁上升0. 1s,之后由于( T1) 得電,常閉觸點T1 斷開,回升結束。
在回升的過程中,橫梁繼續夾緊,夾緊一段時間后,橫梁上的限位開關SA4 斷開,常開觸點X017 斷開,恢復原態,防止橫梁不夾緊而懸在空中。當夾緊到一定程度時,電動機M5 上的電流繼電器電流大到一定值時,使得KA9 斷開,即X012 斷開,電動機J停止夾緊。在橫梁下降過程中,若橫梁碰到左右側刀架時,限位開關SA6( X024) ,SA7( X025) 斷開,橫梁停止下降。
2. 2. 1. 5 步進
如圖10,當按下步進按鈕SB10,( X7 通) ,經過X13—X11—X6—X7—Y14—( Y13 ) 使繼電器KA1得電,工作臺前進。注: X13 在開啟總電源時,就得電閉合。
2. 2. 1. 6 步退
如圖10,當按下步進按鈕SB11,( X10 通) ,經過X13—X11—X5—X10—Y13—( Y14 ) 使繼電器KA2 得電,工作臺后退。
2. 2. 2 自動工作部分
如圖9,假使工作臺在某一處開始運動。
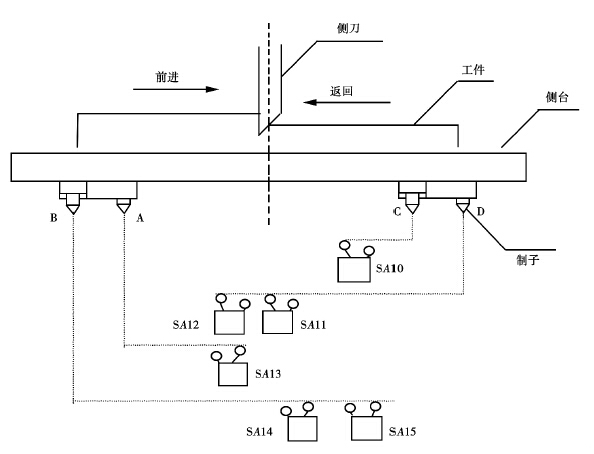
圖9 工作臺工作圖
如圖10 所示,橫梁及刀架定位完畢后按下前進按鈕, 通過X13—X11—X6—X23—X5—Y10—Y11—( Y15) 使Y15 自鎖并且繼電器KA3 得電。X13—X11—X6—X23—X15—Y14—( Y13 ) 通KA1得電,工作臺前進。由于X20 未復位,經過Y15—X20—Y13—( Y16) 使繼電器KA4 和KA1 共同作用,工作臺慢速切入。當X20 復位后,( Y16) 失電,( Y13) 仍得電,減速繼電器失電,工作臺全速工作,之后,工作臺使SA10 動作,常開觸點X22 閉合,經過Y15—X22—Y14—( Y16) 使繼電器KA4 得電,工作臺減速。當減速前進制子B 使X23 動作,X23 常開觸點閉合常閉觸點斷開,經過Y15—X23—( M3)使前進換向,( M3) 一得電,刀架自動退刀( 刀架一定要打到自動進給檔) 。與此同時工作臺由于慣性滑行一段距離后開始后退,由于( Y14) 沒有Y13 互鎖,X23 常閉觸點一斷開( Y13) 就失電,工作臺電機反向制動。后退到使X23 復位時,( M3) 失電,退刀止,由于( Y14) 得電常閉觸點Y14 斷開,( Y16) 不起作用,所以工作臺一直高速后退,在高速后退中,X22 復位,當工作臺使X20 動作時,常開觸點X20閉合,通過Y15—X20—Y13—( Y16) 工作臺后退減速,當后退減速使X21 動作時,常閉觸點X21 斷開( Y14) 失電,同時( Y13) 得電,電動機慢速反向制動。經過Y15—X20—M2—( Y16) 。與此同時,經過Y15—X21—( M2) 使( M2) 得電。常開觸點M2閉合,刀架自動進刀開始,而此時,由于( Y14) 失電,抬刀停止,沒有抬刀電磁鐵作用,刀架恢復原狀。當電機制動變為慢速前進時,工作臺使X21 復位( M2) 失電,進刀止,工作臺仍然低速前進,進行下慢速切入工件。因此,刨床進行第二次刨削。并且一直循環下去。
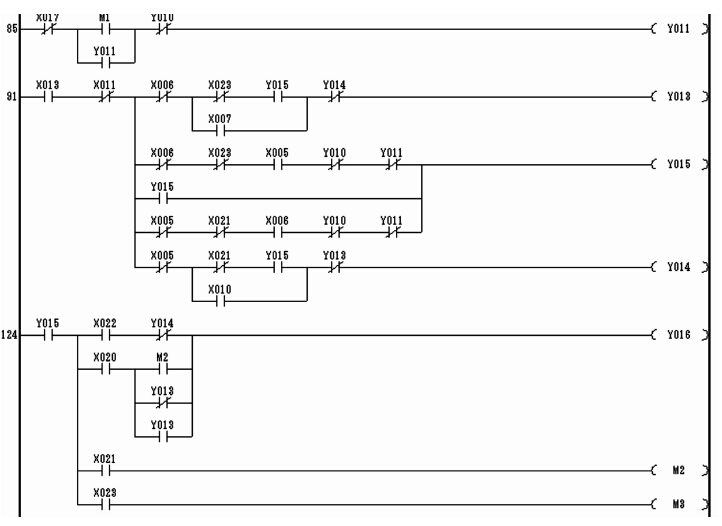
圖10 自動工作PLC 梯形圖
3 、結論
本文的工作主要是完成了龍門刨床工作臺控制系統PLC 改造。由于PLC 方便和易操作,在用PLC對龍門刨床自動控制進行改造后,提高了生產效率。結合本文需要介紹了PLC,及龍門刨床工作臺的改造. 實現刀架手動快速移動,和工作臺的自動工作。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

