



數控系統跟隨軸在數控立式車床雙層刀架改造上的應用
2016-8-17 來源:湖南鐵道職業技術學院車機學院 作者:范芳洪
摘要:為了解決數控機床改造中充分利用系統功能和節省改造成本的問題,通過分析立式數控車床系統硬件配置,提出用數控系統跟隨軸控制來改造雙層刀架。采用NC和PLC相結合的方法控制換刀,設計了換刀子程序和換刀PLC程序。對刀架進行調試,運行結果表明:改造后該機床換刀可靠、精度高、故障率低,達到了伺服刀架的控制要求,并且充分地利用了數控系統資源,減少硬件配置,節省了改造成本。
關鍵詞:雙層刀架;跟隨軸;分度控制
數控系統的跟隨軸是不需要伺服驅動器、伺服電機等硬件設施,但可編程控制坐標,可以在顯示器上顯示其位置的虛擬伺服軸,在數控機床上有些控制場所可代替伺服軸,并能和伺服軸達到同樣的控制效果,而且跟隨軸控制減少了硬件配置,節約成本。
作者單位有一臺20世紀90年代從美國進口的Tv.44數控立式車床,由x、z兩進給軸和主軸組成,配有伺服驅動的雙層塔式刀架。刀架的夾緊和松開由液壓驅動來實現。由于使用年限較長和電氣元件老化,電氣故障率高,機床不能正常工作。該機床的剛性和機械精度較好,出于投入成本的考慮,對機床進行電氣化改造,數控系統選用西門子840D系統?,配1個主軸伺服驅動器和1個雙軸進給驅動器,如果刀架控制還采用伺服控制,必須要增加1個單軸的伺服放大器和1個伺服電機,勢必增加了改造成本。如果用液壓馬達驅動刀架旋轉,把刀架設為數控系統的跟隨軸,不僅能達到伺服刀架的控制要求還減少伺服硬件,節約了機床改造成本。文中通過實例介紹數控系統跟隨軸在數控立式車床7rv—44雙層刀架改造上的應用。
1、改造后機床的配置及換刀分析
改造后的rIv.44數控立式車床配備西門子840D數控系統,x軸全閉環控制。x軸伺服電機編碼器和線性光柵尺分別接到611D驅動器的X411接口和X421接I:1上,Z軸半閉環控制,Z軸伺服電機編碼器接到驅動器的X412接口上【2]。如圖1所示。原伺服電機驅動的雙層塔式刀架改成油液壓馬達驅動.上層刀架6把刀具,刀具的分度角度為600,下層刀架8把刀具,刀具的分度角度為450,上下兩層的第一把刀具在同一個位置,如圖2所示。刀架的松開和夾緊由夾緊液壓缸實現.改造前伺服電機正反兩個方向驅動刀架轉位,實現就近換刀,刀架的粗定位由伺服電機的脈沖編碼器來實現,精準定位是依靠刀架內部端面齒盤的鼠牙齒,當兩端面齒完全嚙合時,刀架鎖緊檢測開關發出信號,完成換刀。原伺服刀架通過設置合理的加減速時間,使刀架快速旋轉找刀,達到目標刀位前減速。實現了刀架的準確定位。原伺服電機的脈沖編碼器是絕對式的,能記住斷電前當前刀位的位置,開機換刀不會發生亂刀現象HJ。
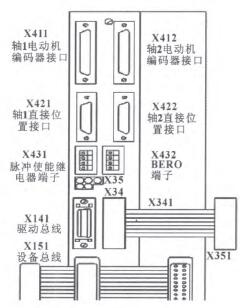
圖1 611D驅動器接口
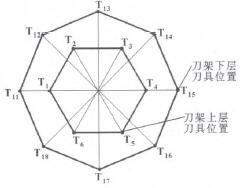
圖2雙層刀架刀具分布不意圖
2、液壓驅動雙層刀塔控制分析
把液壓馬達驅動的雙層刀塔作為系統的跟隨軸來控制要解決以下3個問題:’(1)雙層刀架刀位號檢測的問題;(2)怎么實現刀架快速旋轉找刀,慢速定位;(3)怎么記憶斷電前的當前刀位號。
雙層刀架上下兩層刀具的分度數不相同,所以刀位號的檢測不能象其他刀架用絕對編碼器來實現。刀塔上的每把刀位都有一個固定的角度,每層1號刀位的角度為0。用T,表示刀架上層刀位號,那么其對應的角度為(x一1)x60。,X的取值范圍是1~6。用T,,表示下層刀位號,其對應的角度為(y一1)x45。,y的取值范圍是1。8。例如,T。表示刀架上層的4號刀位,在刀架軸180。的位置,T。。表示刀下層的6號刀位,在刀架軸2250的位置,其余刀位在刀架軸上的位置依此類推,因此刀架刀位的檢測可以用外置的增量式脈沖編碼器來實現。液壓馬達驅動刀架旋轉,通過控制液壓馬達的流量可以實現馬達快速旋轉找刀、慢速定位。840D系統有掉電保持型用戶變量,如變量"]。斷電后中的數據不會丟失。把ZSFR刀架當前刀位的位置存放在此類變量中,斷電開機后.再從變量中讀取數據來獲得當前刀位的位置信息.從而解決了增量脈沖編碼器不能記憶斷電前的當前刀位號。
3、刀架旋轉跟隨軸的設置
刀架的分度由液壓馬達驅動,要在屏幕上顯示刀位的分度角度,需把刀架設置成系統的旋轉跟隨軸?。雙層刀架外置的增量脈沖編碼器(1 024線/轉)接到驅動器的X442接口上,用來檢測刀位的分度角度.并且要設置如表1所示的參數。
表l B軸跟隨軸部分參數設置
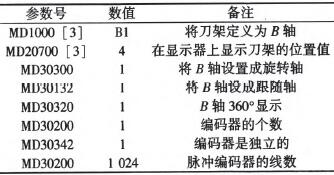
通過以上設置后,在顯示器上會顯示出B軸(刀架)的位置坐標,刀架旋轉分度時,B軸(刀架)的位置坐標隨著改變,可以清楚地知道刀架當前的位置坐標。
4、換刀子程序的設計
TOOL程序流程圖如圖3所示。
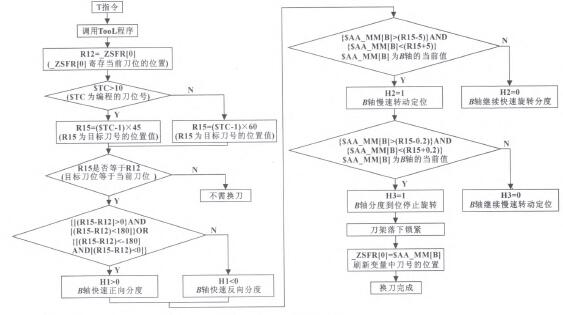
圖3 TOOL程序流程圖如圖
把刀架設成旋轉跟隨軸[6]。換刀控制就是對曰軸分度。采用NC和PLC相結合的方法來實現換刀控制。B軸的分度方向、減速定位寬度和到位判斷等需要計算控制的由840D的NC來完成,并把判斷結果通過H功能傳給PLC,PLC根據NC的判斷結果使刀架執行相應的動作來進行換刀【7】。設計了換刀子程序TOOL,用T指令調用子程序TOOL,其流程圖如圖3所示。變量一ZSFR[0]保存當前刀位的位置值;變量R12通過讀取_ZSFR[0]來獲取當前刀位的位置;變量R15存放目標刀號的位置值,根據當前刀位的位置值和目標刀位的位置值計算出日軸的旋轉方向.通過H1傳給PLC來快速旋轉找刀:用系統變量$AA—MM[B]讀取B軸的當前位置值,當達到減速定位寬度(一般離目標刀號位置±5。范圍內)通過H2把減速信號傳給PLC來慢速旋轉定位,當到達目標刀位時。通過H3把到位信號傳給PLC來停止馬達旋轉;刀架落下并鎖緊后,更新一ZSFR[0]變量中的數值,保證和當前刀位的位置一致。
5、刀架的調試
5.1 刀架定位的調試
用流量控制液壓馬達的旋轉速度.液壓馬達快速旋轉找刀和慢速旋轉定位用調速閥來實現,刀架的液壓控制原理如圖4所示。快速旋轉找刀時,調速閥被旁路不起作用;當慢速定位時,電磁鐵YA3(正向找刀慢速定位)或電磁鐵YA4得電(反向找刀慢速定位)把調速閥接入液壓回路中。調節好調速閥使刀架在定位時無爬行和過沖現象,運動平穩【7]。減速的位置要適當,離目標位置太遠,換刀時間長,離目標位置太近,容易過沖,根據定位速度調節減速定位寬度,使得刀架換刀快、定位準。
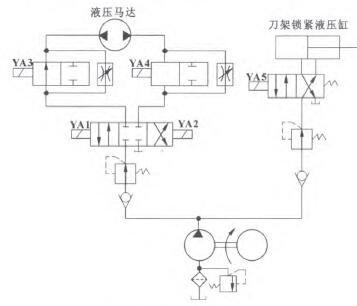
圖4刀架的液壓控制原理圖
5.2回參考點的調試
用掉電保持型用戶變量保存當前刀位的位置值,斷電開機后通過讀取變量就能獲得當前刀位位置信息,但首次開機當前刀位位置值顯示的是個隨機數,需要回參考點建立正確的位置關系。日軸(刀架)的參考點設置在1號刀位上,回參考點后,當前的刀位號是1號,角度是0,把當前刀位位置值寫入變量_ZSFR[0]中,每次換刀后刷新變量一ZSFR[0],使得變量_ZSFR[0]中的值和當前刀位位置值一致,以后開機不需要回參考點了。
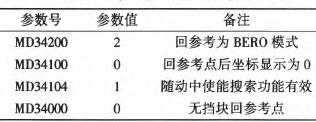
日軸(刀架)采用調整很方便的磁開關法回參考點,在刀架軸l號刀位上裝一金屬塊,在刀座上安裝一個接近開關。在參考點模式下,液壓馬達驅動刀架旋轉到1號刀位時,接近開關發出一轉信號,這個信號接到z軸驅動X432接口上(BERO信號接口);當系統接收到BERO信號后.液壓馬達停止旋轉。B軸回參考點已經完成,在顯示器上B軸左邊顯示參考點標記,位置坐標顯示為0。調試中要調整好接近開關和金屬塊的相對位置.使得在發出BERO信號位置上刀架能落下鎖緊[8]。B軸回參考點需要設置如表2所示的參數。
表2 B軸回參考點的部分參數
5.3換刀PLC程序的調試
換刀PLC程序根據NC傳送來的H功能信號.控制刀架的松開、鎖緊,液壓馬達的正反轉及減速等,換刀PLC外圍接口控制電路如圖5所示,控制流程圖如圖6所示。840D系統的H1、H2、H3功能在PLC中相應的接口數據塊分別為DB21.DBWl40,DB21.DBWl4.146和DB21.DBWl4.152。當有T,,換刀指令時,數據塊DB21.DBX60.1(刀具功能發生變化)置l;當需要換刀時,首先鎖緊電磁鐵YA5失電,刀架松開,然后根據DB21.DBWl40中的值驅動液壓馬達正向(或反轉)快速旋轉找刀,到達減速寬度范圍內,DB21.DBWl4.146為1,正向找刀時YA3得電(或反向找刀時YA4電磁鐵得電),經過調速閥調速刀架慢速旋轉定位。到達目標位置時.DB21.DBWl4.152為1,YAl、YA2、YA3、YA4斷電馬達停止旋轉,YA5電磁鐵得電,鎖緊液壓缸動作,刀架落下鎖緊,鎖緊到位后接近開關SQl發出信號,換刀完成。
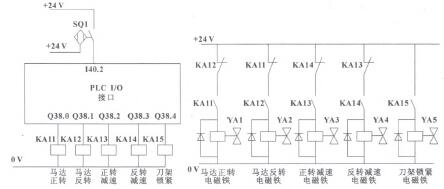
圖5 PLC外圍接口及控制電路
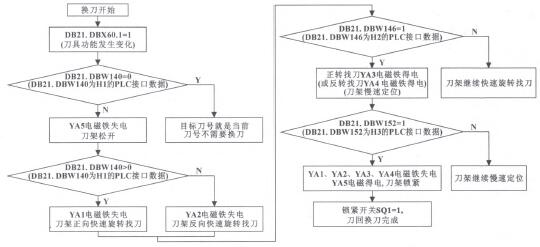
圖6換刀PLC程序流程圖
6、結束語
經過上述調試后.雙層刀架能正反轉高速找刀和慢速定位,實現了換刀。改造后該機床每天工作時間在18 h以上,機床換刀快、可靠,定位精度高,故障率低。使用效果好,達到了伺服刀架控制的要求。采用NC和PLC相結合的方法控制換刀,簡化了PLC程序,調試方便。把跟隨軸應用在刀架控制上,充分利用了數控系統的功能,節省了系統硬件配置資源,提高了數控系統的性價比,降低了改造成本。此研究思路對從事相關工作的技術人員有著實際的指導意義和參考價值[9]。
參考文獻:
[1]張德江,門延會,毛羽.SIEMENS 840D系統在GS30型數控機床改造中應用[J].組合機床與自動化加工技術,2011(2):56-59.
[2]西門子數控有限公司.西門子840D系統安裝調試手冊[M],2006.
[3]梁毅,曾力.一例加工中心換刀故障維修[J].制造技術與機床,2013(11):149—149.
[4]陳益林.盧端敏.系統變量在數控銑削加工中的應用研究[J].組合機床與自動化加工技術,2011(6):81-84.
[5]黃文廣.西門子840D高級編程指令在特殊軌跡中應用[J].機床與液壓,2009,37(10):278-279.
[6]范芳洪.TK42200數控鏜銑床增加刀庫改造[J].組合機床與自動化jJn-r_技術,2014(11):153—155.
[7]周炳文.實用數控機床故障診斷及維修技術500例[M].北京:中國知識出版社.2006.
[8]西門子數控有限公司.西門子840D接口信號說明手冊[M],2006.
[9]范芳洪,樓向明.CNC.1250立式龍門加工中心第四軸的改造[J].機電工程,2013(9):1068-1072.
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

