



一種伺服綜合控制電路的研制
2017-7-11 來源:陜西華經微電子股份有限公司 作者:甘建峰
摘要:文中總結了一種用于航空的伺服綜合控制電路的研制,詳細地介紹了該電路的電路原理、研制方法、技術難點和測試原理等問題。
關鍵詞:伺服;電路;綜合;控制
1概述
航空的伺服綜合控制電路為專用電路,在測試時要外接相應的線路構成一局部系統,才能進行全部指標的調試。
該產品的主要技術指標如下:
電源電壓范圍(UCC1)5 V±0.2 V;電源電壓范圍(UCC2)+15 V±0.5 V;電源 電 壓 范 圍 (UEE)-15 V±0.5 V;工作溫度范圍(TA)-55℃~+125℃。
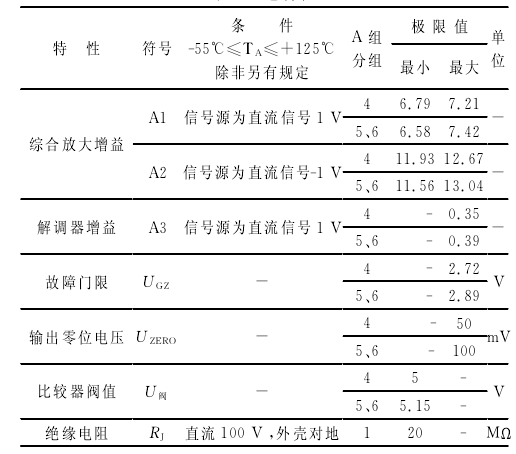
其電特性如表1。
表1 電特性
2 外形尺寸及引腳定義
外形尺寸見圖1;引腳定義見表2
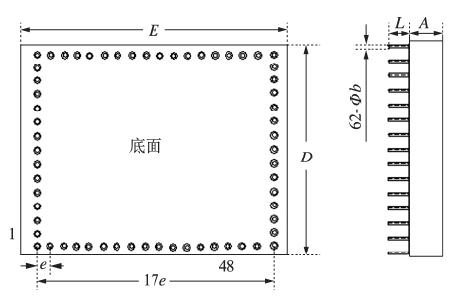
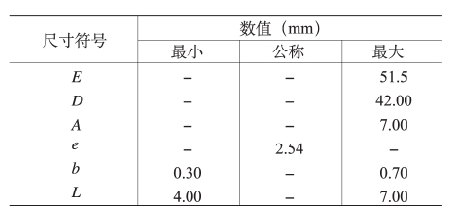
圖1 外形尺寸
3.電路原理及測試方法
3.1 研發支撐文件
(1)伺服綜合控制電路技術協議書;
(2)GJB2438A-2002 《混合集成電路通用規范》。
3.2 電路組成及工作原理
伺服綜合控制電路是由監控電路、解調電路、綜合電路組成。監控電路是將前級監測到的小信號經過多級放大,其中一路輸入到故障門限電路,通過故障門限電路的狀態來控制后級電路;解調電路是將放大信號通過 CMOS模擬開關來控制后級電路;綜合電路中集成有比較器和與非門,與外圍電路一起構成一個小系統來控制后級的狀態。三個分系統相互影響、相互關聯,共同構成了伺服綜合控制電路。該電路主要由放 大 器 LM148、比較器 LM139與非門54 HCT00、CMOS模擬開關 DG-303A、二 極管1N4148、北元六電容和外圍電阻組成。 由于體積小,元器件數量較多,因此,采用陜西華經微電子股份有限公司成熟的厚膜集成工藝 。電路中的電容采用片式化的,首選NPO材料或X7R材料;電阻采用印刷電阻,電阻漿料選用杜邦公司的優質漿料;集成塊選用合格供應商提供的裸芯片集成電路。電路原理如圖2。
表2 引腳定義
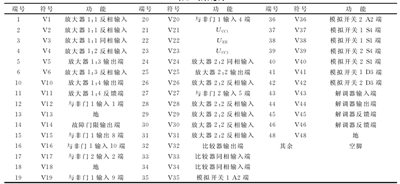
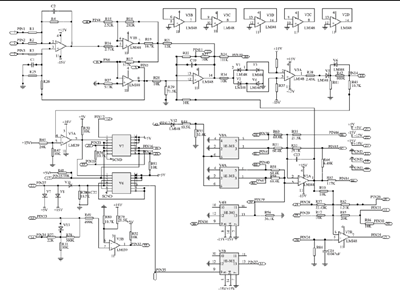
圖2 電原理圖
3.3 測試方法
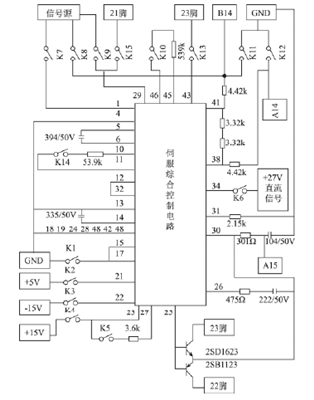
電路測試原理圖如圖3所示。
(1)準備工作初始 各 開 關 均 處 于 斷 開 狀 態;UCC1= +5 V±0.2 V,UCC2= +15 V±0.5 V,UEE=-15 V±0.5 V;信號源開啟,+27 V±0.2 V直流信號開啟;按測試原理圖3接線;下述測量參考地為13腳。
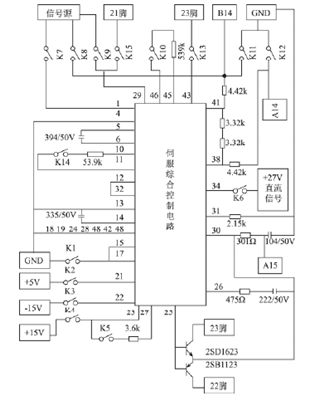
圖3 電路測試原理圖
(2)綜合放大增益 A1閉合 K1、K2、K3、K4、K7、K11、K12、K14(其余開關保持斷開),接通電源 VCC1、VCC2、VEE,調節信號源為直流信號1 V,測5腳對地電壓 V5和10腳對地電壓 V10,︱V10/V5︱即為綜合放大增益 A1,A1應符合表1的規定。
(3)綜合放大增益 A2閉合 K1、K2、K3、K4、K9、K11、K12(其余開關保持斷開),接通電源 VCC1、VCC2、VEE,調節信號源為直流信號-1 V,測29腳對地電壓 V29和 A15對地電壓 VA15,︱VA15/V29︱即為綜合放大增益 A2,A2應符合表1的規定。
(4)解調器增益 A3閉合 K1、K2、K3、K4、K8、K10、K13(其余開關保持斷開),接通電源 VCC1、VCC2、VEE,調節信號源為直流信號1 V,測B14對地電壓 VB14和44腳對地電壓 V44,︱V44/VB14︱即為解調器增益 A3,A3應符合表1的規定。
(5)故障門限 VGZ閉合 K2、K3、K4、K5、K6、K7、K11、K12(其余開關保持斷開),接通電源 VCC1、VCC2、VEE,調節信號源(直流信號)從 0 開始向正方向由小到大改變電壓值,監視芯片14腳,當14腳有輸出時(≥2V)測1腳對地電壓 V1,此 時︱V1︱即 為 故 障 門 限 VGZ,VGZ應符合表1的規定。
(6)輸出零位電壓 VZER()閉合 K1、K2、K3、K4、K11、K12(其余開關保持斷開),接 通 電源 VCC1、VCC2、VEE,測 5 腳 對 地 電 壓V,此時︱V︱即為輸出零位電壓 VZERO,VZERO 應符合表1的規定。
(7)比較器閥值 V 閉合 K1、K2、K3、K4、K6、K11、K12、K15(其余開關保持斷開),接通電源 VCC1、VCC2、VEE,測33腳對地電壓 V33,此時︱V33︱即為比較器閥值 V 閥,V閥應符合表1的規定。
(8)絕緣電阻 RJ室溫下用超高值絕緣電阻測試儀在直流100 V條件下測外殼和地之間的電阻值應符合表1規定。
4 技術難點及解決方案
4.1 高密度集成及細線工藝
該產品電路較為復雜,所用元件較多,在有限的外殼體積下,必須提高集成密度才能合理完成布版。在研制過程中為解決高密度集成問題重點攻關了細線工藝。細線工藝的重點是控制細線的分辨率,保證印刷線條表面光滑、無毛刺、無斷線、根根分明,以確保導帶不會短路或斷路。在厚膜印刷中,影響細線分辨率的主要因素有以下幾個方面:絲網的目數及張力、掩膜、漿料、印刷參數等。采用措施:(1)絲網采用400目不銹鋼絲網,在網版制作上采用先進的水洗膜制作工藝,替代了原有的制網工藝,使圖形邊緣清晰度更高,無毛刺、更加平整,漏印效果非常好;(2)選擇粘度適中,具有較高的觸變性和較好的凝膠效應的57系列杜邦漿料,確保了導帶根根分明;(3)在印刷時保證刮板沿線條方向刮料,減少了線條短路的幾率,同時也減小了布線間的串繞。通過以上措施,經過反復的工藝實驗,目前,細線印刷最 小 線 寬 可 達 到100μm,最 小 線 間 距 可 達 到125μm,印刷合格率可達到80%以上,并制定了相應的工藝文件。
4.2 解決內部水汽含量
本試驗是測定該電路內部氣體中的水汽含量,在初樣階段,電路封裝后做內部水汽含量試驗,比標準的要求差的很遠。查找原因,發現導電膠、高溫環氧、焊膏里分別有水汽。針對此情況,通過提高烘干溫度、延長烘干時間和在蓋板上印刷水汽吸收劑等特殊工藝后,嚴格按照以上措施操作后,解決了內部水汽含量問題。
4.3 關于測試準確性的問題
在產品測試過程中,容易出現開始測試時輸出電壓偏高,半分鐘左右后電壓才能恢復正常的現象,這主要是由于該產品內是由相互關聯的多個小系統構成,在整機測試時各系統同時工作,而在單獨測試該產品時只能分系統各個測試。在測試一個系統時,其余系統就處于懸空空載狀態,這樣不工作的引出腳就容易積攢電荷,通過電路內部的放大電路將干擾放大,所以在測試時要將產品的引出腳在防靜電膜上插一下將靜電放掉。
5協議和實測電特性對比
協議和實測電特性對比表見表3。
表3 協議和實測電特性對比表
6.結論
該產品為用戶專用產品,研制成功后在用戶整機上測試滿足要求。同時該產品高密度集成、體積小、重量輕、全金屬屏蔽封殼使用戶整機體積和重量大幅下降,滿足了航空產品減重的發展趨勢,具有廣闊的應用前景。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

