



直縫焊管預彎機數控系統的改造
2018-3-21 來源:中國石化集團石油工程機械有限公司沙市鋼管 作者: 陳亮 閱建東 劉建杰
摘要:針對焊管預彎機原同步性控制采用數控DNC60,存在同步控制系統可靠性差、設備故障率高的問題,對該控制系統進行了升級改造。采用力士樂HNC-4四軸數控代替原數控DNC60 ,提高了焊管預彎機M1和M2的4個油缸的同步性,增加了HNC與PLC之間的PROFIBUS-DP協議通訊,改進了PLC的同步配合程序,并自行開發了HNC-4與PLC之間數據交換的通用程序模塊。改進后控制系統的4個油缸同步性提高,有效地降低了設備的故障率,提高了生產效率。
關鍵詞:焊管;預彎機;控制系統;力士樂HNC-4
中國石化集團石油工程機械有限公司沙市鋼管廠(以下簡稱沙市鋼管廠)使用的天水某設備廠生產的焊管預彎機目前故障頻繁,嚴重影響車間的正常排產。從2011年至今,同步可靠性(含光柵)的故障占總故障的44%。經過調研,同行其他鋼管廠所用的該類焊管預彎機也存在同樣的問題。有些鋼管廠對該預彎機進行了技術改造,效果良好。為了提高生產效率,沙市鋼管廠擬對焊管預彎機進行技術改造,從成本和改造的重要點分析,決定先改造預彎機的控制系統。
該焊管預彎機原同步性控制采用的是數控DNC60。數控DNC60已停產多年.目前又缺少相關的技術支持,給設備維護帶來了很大困難。為此,擬選用市場通用性較好的力士樂4軸數控HNC-4作為同步控制的核心來進行焊管預彎機的升級改造。
1、改造方案
改造后的焊管預彎機數控系統總體控制線路如圖1所示。該系統整體改造方案如下:
(1)采用力士樂HNC 100多軸控制器替代現有DNC60控制器,進行油缸位置同步控制。位置檢測元件采用BALLUFF-SSI位移傳感器,取消原有封閉式光柵尺,提高系統的同步控制精度。
(2)控制過程中采用位置和壓力雙閉環檢測反饋。
(3)對PLC控制程序中液壓開關閥配合度進行相應優化調整。
(4)開發HNC與PLC數據交換通用程序塊。
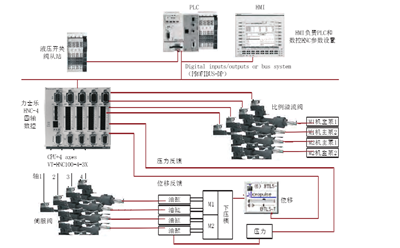
圖1 改造后的焊管預彎機數控系統總體控制示意圖
2、同步性能升級分析
2.1 HNC-4相對DNC 60 PS的同步性能優勢。
原焊管預彎機同步控制使用的DNC60是2軸數控。現場預彎機M1(2個軸)和M2 (2個軸)每邊都用一個DNC60,設置同步精度時不能同時給M1和M2共四個軸設置一個同步精度,運行時一個數控DNC60負責M1的2個軸同步,另一個DNC60負責M2的2個軸同步,M1與M2之間的同步需要以PLC作為判斷中介,并通過PLC來判斷M1和M2是否都同時到了PP點(工進開始點)或END點(開始保壓點),再通過點對點回傳到DNC。這種點對點的傳遞會產生延時,對于高壓力的成型設備來說,延時容易造成成型對象產生不該有的變形。
HNC-4是四軸數控,只需將M1(2個軸)和M2(2個軸)共4個軸的基準點在HMI上設置好,運行過程中,這四個軸是否同時到達PP點或END點,HNC-4能自動判斷,并通過HNC配套的WINPED 7.0調試軟件編程設置。如果軸1,軸2、軸3或軸4中存在未能同時到PP點的情況,先到的軸就會處于等待狀態,待其他軸到位后,再同時轉換為工進狀態;同樣,如果軸1,軸2、軸3或軸4中存在未能同時到END點的情況,先到的軸也會處于等待狀態,待其他軸到位后,再同時轉換為卸壓狀態。
2.2 優化檢剛提高平衡控制可靠性
原控制系統在快進,工進和保壓這幾個階段中,M1(2軸)單純通過2個光柵尺的數據比較來判斷M1內部兩個軸是否在同一位置值,M2也是類似。由于現場抖動,或油污會污染光柵尺面,破壞光柵尺線條紋分布,易引起測量誤差,導致同步誤報警或者不報警。
為防止同步誤報警情況的出現,就要更換掉光柵尺這個對現場環境要求較高的位置檢測傳感器。經調研選用了BALLUFF磁滯直線位移傳感器,該傳感器抗灰塵、油污能力強,且理論精度較高,為0.001 mm。使用BALLUFF磁滯直線位移傳感器能有效避免原位移檢測傳感器對灰塵、油污等敏感而帶來的誤差。
另外,對焊管預彎機出現的活塞缸頭在系統未報警時被拉斷的情況進行了分析,發現其原因可能是光柵尺檢測數據不準確而導致控制系統做出的錯誤反應。因此,對控制系統進行了改進,更換了新型位移傳感器,并增加了油缸壓力檢測。改進后,當4軸位移誤差和壓力誤差中任何一個超過設定值時,系統均會停止動作,提醒相關報警,故障排除后,繼續工作,從而防止了各軸拉力桿應力不同步導致的拉斷現象的發生。
改造后檢測報警系統控制流程如圖2所示。
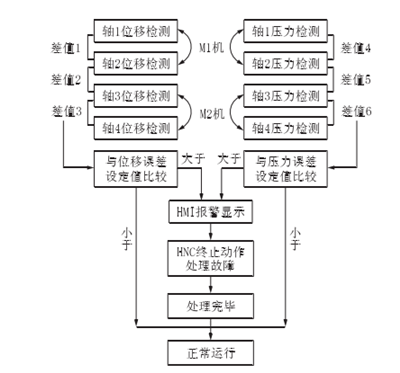
圖2 改造后檢測報警系統控制流程
由圖2可見,與原焊管預彎機控制系統相比,改進后的控制系統增加了壓力差值與設定值比較,形成了雙閉環檢測反饋,有效避免了位移傳感器因現場抖動或位移傳感器本身信號線破損受十擾導致的誤報警。
2.3 PLC程序在同步控制中的優化升級
原PLC程序在同步控制中,充當2個同步協調作用。第一個作用是接收M1的DNC 2軸數控TDC , PP和END點數字量信號,接收M2的DNC 2軸數控TDC , PP和END點數字量信號,PLC作出是否都到同一點的判斷后,通過數字量模塊回發給M1和M2的DNC。第二個作用如圖3所示,焊管預彎機各液壓閥除了比例閥P101和伺服閥P102由DNC控制外,在壓制過程中的各轉折點,由數控設備各軸發出轉折點信號給PLC,然后由PLC來控制M1開關閥Y01-Y08和M2開關閥Y01-Y08的開斷配合。
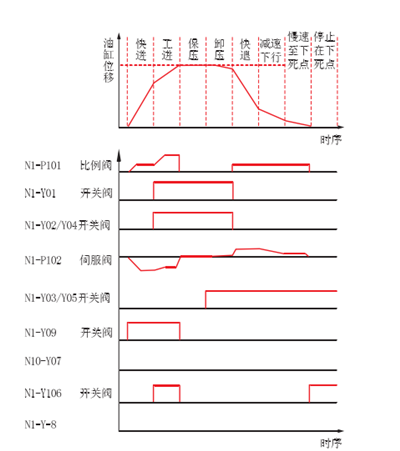
圖3 預彎機各液壓閥時序圖
經過現場研究和觀察分析后認為,原控制系統在快進轉工進,工進轉保壓等液壓轉折點,開關閥Y01-Y08投人及切斷與伺服閥P102的配合度,決定著焊管預彎機在轉換點壓力的連續性。如果配合度高,壓力均衡,轉換就平穩,否則就會產生較大振動。
另外,在PLC控制開關閥配合過程中,原PLC程序有漏洞。原PLC同步配合程序如圖4所示。
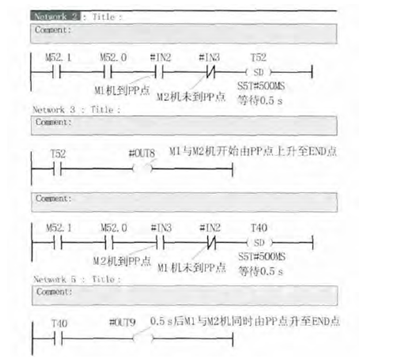
圖4 原PLC同步配合程序
由圖4可見,當M1到達PP點而M2未到PP點時,原程序是M1等待0.5 s后,M1和M2同時從PP點開始轉為工進狀態,M1和M2相關開關閥也轉為工進狀態。但M1等待的0.5 s ,M2是否達到PP點,原程序未做出判斷,沒有實現M1和M2的真正同步。因此,對PLC程序進行改進,當軸M1的軸1和軸2與M2的軸3和軸4任何一個軸先到PP點的,程序設置為先到的軸均處于等待狀態,直到4個軸全部到達PP點后,才開始同時工進,在同一時刻觸發液壓開關閥。改進后的PLC程序如圖5所示。
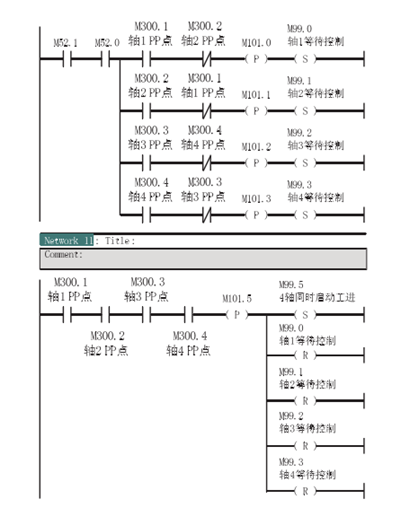
圖5 改進后的PLC同步配合程序
3、HNC一與PLC數據交換通用模塊開發
原控制方案中,數控DNC與PLC之間只有點對點的操作,沒有產生協議式通訊,且現場預彎參數設置都是在DNC自帶的設置屏幕上進行,不需要開發數控與PLC之間交換數據的程序。改造方案中,4軸數控HNC-4與PLC之間通訊采用PROFIBUS-DP協議,且共用一塊上位機HMI。根據力士樂公司的官方資料,要把4軸基準點、位移誤差、壓力誤差和同步精度等設置參數寫人HNC,需要先把這些參數存儲到 PLC,然后由PLC通過DP總線以力士樂公司的相關技術規定傳給數控HNC,而PLC也需要讀取HNC當前的壓制步數,當前位置等參數。這就需要開發HNC與PLC之間數據交換通用的程序塊。
自行開發的HNC-4與PLC之間數據交換通用程序模塊邏輯流程如圖6所示。圖6中FC111, FC122,
FC133, FC123和FC136均為自行開發的PLC功能塊。
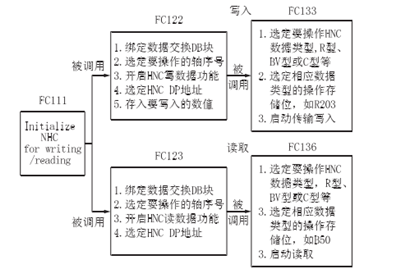
圖6 數據交換通用程序模塊邏輯流程圖
以PLC讀取HNC軸1的實際位移量為例(實際位移量存儲在HNC軸1的BV00里面),下面給出讀取HNC BV00數據的具體PLC STL程序,具體程序如下:
//綁定THNC DP地址17
L 17
T "db41/fc133".STATO DB4I.DBBO //選定HNC讀操作權限
L 1
T "db41/fc133".STAT1 DB4I.DBB1//選定要讀取的HNC數據類型BV
L’BV’
T "db41/fc133".STAT2 DB4I.DBW2//選定BV存儲區B00
L 0
T "db41/fc133".STAT3 DB4I.DBW4 //選軸選號(這里b變量是全局量,與軸無關。)
L 1
T "db41/fc133".STAT4 DB4I.DBB6//調用FC122讀取HNC B00數據
CALL "for FC 133/fc 134" FC 122//將讀取的數據存儲至PLC DB43.DBD0存儲區
L "db41/fc133".STAT7 DB4I.DBW12
T "read value from hnc".STATO DB43.DBW0
L "db41/fc133".STAT8 DB4I.DBW14
T "read value from hnc".STAT1 DB43.DBW2 //由于讀取HNC的數據都是擴大了1 000倍后才傳給PLC的,需要處理。
L DB43.DBD 0
L 1.00OOOOc+003/R //處理后的數據存至PLC DB43.DBD10
T "read value from hnc".STATOI DR43.DRD100
4、結語
由于焊管預彎機原同步性控制采用的是數控DNC60,存在同步控制系統可靠性較差,設備故障率較高,故對該控制系統進行了升級改造。采用力士樂HNC-4四軸數控與PLC相結合的方式,提高了焊管預彎機M1和M2的4個油缸的同步性,并增加了HNC與PLC之間的PROFIBUS-DP協議通訊,改進了PLC的同步配合程序。改進后控制系統的4個油缸同步性提高,有效地降低了設備的故障率,提高了生產效率.
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

