



梯形螺紋的數控車削
2020-4-28 來源: 無錫工業高級技工學校 作者:陸旭敏
摘要:數控機床由先進制造技術集成,是典型的機電一體化產品。要使數控機床發揮效率與威力,熟練掌握數控機床的編程與加工工藝是關鍵,也是數控機床服務于企業的一個重要標志。
關鍵詞:數控 編程 宏程序
1、系統指令講述
“數控車削技能訓練”是數控專業學生實習必備的一門技能訓練課程,在實訓模塊中,各種螺紋加工是數控機床加工實訓課程模塊的重點,在機械制造行業這一技術的應用前景非常廣闊。尤其是當前的機械制造業對機加工的精度要求非常高,因此,在教學中除教會學生基本的系統指令外,還需要更有效地使用數控系統的螺紋加工指令,特別是一些螺距較大的梯形螺紋和一些異性螺紋加工難度非常大。現以 FANUC OI-TC 系統為例,介紹螺紋加工 G92 指令在數控車床上加工梯形螺紋的具體編 程方法。
G92 為螺紋加工指令。該指令可以加工圓柱螺紋,也可以加工圓錐螺紋。
格 式:G92 X(U)_Z(W)_I_F_; 指 令 說 明:G92 為模態 G 指令。
X:螺紋加工終點 X 軸絕對坐標;U:螺紋加工終點與起點 X 軸絕對坐標的差值;Z:螺紋加工終點 Z 軸絕對坐標;W:螺紋加工終點與起點 Z 軸絕對坐標的差值;I:螺紋起點與終點的半徑差,加工圓柱螺紋時 I 為“0”可以省略;F:螺紋螺距。
2、梯形螺紋編程與加工
在現實生活中,我們常看到螺紋連接的產品,常用的連接方式有三角螺紋連接、在傳動機構中也有三角螺紋和梯形螺紋,工廠在實際生產梯形螺紋過程中一般采用普通機床或者專用機床生產,由于數控車床用于精加工和輕載荷切削的特性,一般不在數控車床上加工梯形螺紋。但是,有效借助數控車床來加工梯形螺紋,不僅比普通機床加工的螺紋效率更高,而且耗時僅為普通車床時間的十分之一,更重要的是零件的外觀更為統一,質量也更加上乘,投放企業批量生產之后,銷量與經濟效益都可以更有保障。
該方法用于梯形螺紋和各種異形螺紋加工,在編程方面應注意使用好宏程序(# 參數)編程功能,合理使刀具左右切削。利用 G92 螺紋切削指令,將梯形螺紋加工軌跡編制成一段封閉的切削路徑,然后通過宏程序判斷,重復循環若干次,依次進刀,以達到切削至實際尺寸的要求。筆者以 TR42X6 梯形螺紋為例,講解在數控車床上的零件加工工藝和程序編制梯形螺紋參數螺紋切削參數:
牙型角:α=30°;螺距:P=6mm;牙頂間隙:ac=0.5mm; 中徑:d2=d(公稱直徑)-0.5P;牙 高:h3=0.5×P+ ac=3.5mm; 牙 頂 寬:f=0.366× P=2.196mm;牙槽底寬:W=0.366P-0.536ac=1.928mm。
3、工藝分析
在梯形螺紋加工中,因為刀具切削力較大,工藝上采用左右切削法,既可保證加工的安全,又可提高加工質量和效率。
3.1 加工工藝分析
第一,先粗、精加工外圓,然后切槽并倒角。
第二,粗精車梯形螺紋:選擇硬質合金標準刀片和標準刀具:主軸轉速 600r/min,每次切削深度為 0.1mm,零件一次裝夾,尺寸加工到位。
3.2 程序編寫
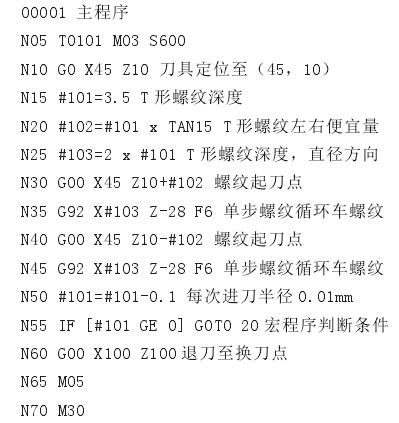
注意:這個零件加工程序非常簡單,參數量也很明確,這個程序有一個最大的優勢就是易修改。經過改程序加工出的梯形螺紋加工完成后,直接進入測量步驟,針對其中的誤差可以直接返回源程序進行補償修改,直至符合尺寸精度要求。
程序中,每次 Z 方向的偏移量為活動的,計算公式為:牙高 ×tan15°,即 3.5×tan15°。
4、結語
螺紋在實際中應用十分很廣,且加工方法很多,在數控車床上可以用 G92 指令,也可以用 G76 螺紋循環指令進行加工。本文介紹的加工方法很實用,用簡單的宏程序就能編制程序,在實際加工中也能及時修改刀具磨損,確保零件加工尺寸。希望這個程序的編程思路大家舉一反三,將不同的程序格式應用到不同的數控系統中,提高企業的實際生產效率,節約成本。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

