



全閉環數控系統改半閉環數控系統的方法及應用
2020-10-19 來源:中國航發西安動力控制科技有限公司 作者:楊云峰
摘要:闡述全閉環數控系統和半閉環數控系統的定義,通過分析日常維修中遇到的典型的全閉環數控系統故障,介紹 FANUC、SIEMEN S 和 FAGO R 系統中把全閉環改成半閉環控制的方法。
關鍵詞:全閉環數控系統;半閉環數控系統;光柵尺
0 引言
隨著現代制造業的迅速發展,數控機床被廣泛應用,同時對數控機床定位精度、重復定位精度的要求也日益提高。光柵尺對數控機床各線性坐標軸進行全閉環控制,提高機床的定位精度、重復定位精度以及精度可靠性。隨著數控機床技術的不斷更新,全閉環數控系統越來越多的應用在高精度數控機床上。
全閉環數控系統采用的是光柵尺的全閉環控制方式來檢測機床的位置,光柵尺成為全閉環控制系統中的核心功能部件,光柵尺一旦損壞,全閉環控制系統就無法正常運行,光柵尺的訂貨周期一般比較長,如果能夠將全閉環控制系統改成半閉環控制系統,在加工工藝允許的范圍內不影響加工精度,使機床能夠正常工作的話,不僅可以減少故障引起的停機時間,而且還能提高機床的利用率。
1 、全閉環數控系統和半閉環數控系統
1.1 全閉環控制系統
由于開環控制精度達不到精密機床和大型機床的要求,所以必須檢測他的實際工作位置,為此,在開環控制控制機床上增加檢測反饋裝置,在加工中時刻檢測機床移動部件的位置,使之和數控裝置所要求的位置相符合,以期達到很高的加工精度。
閉環控制系統框圖如圖 1 所示。圖中 A 為速度測量元件,C為位置測量元件(光柵尺)。當指令值發送到位置比較電路時,此時若工作臺沒有移動,則沒有反饋量,指令值使伺服電機轉動,通過 A 將速度反饋信號送到速度控制電路,通過 C 將工作臺實際位移量反饋回去,在位置比較電路中與指令值進行比較,用比較的差值進行控制,直至差值消除時為止,實現工作臺精確定位。這類機床的優點是精度高、速度快。
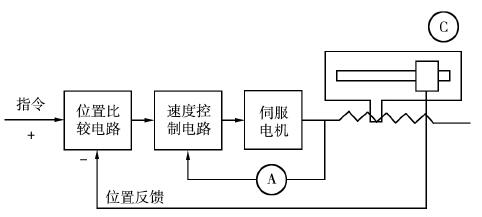
圖 1 閉環控制系統
1.2 半閉環控制系統
半閉環控制系統組成如圖 2 所示。這種控制方式不檢測工作臺的實際位置,通過與伺服電機同軸的測量元件,如測速發電機 A 和光電編碼盤 B(或旋轉變壓器)等間接檢測胡伺服電機的轉角,推算出工作臺的實際位移量,用此值與指令值進行比較,用差值來實現控制。從圖 2 可以看出,由于工作臺沒有完全包括在控制回路內,因此稱之為半閉環控制。
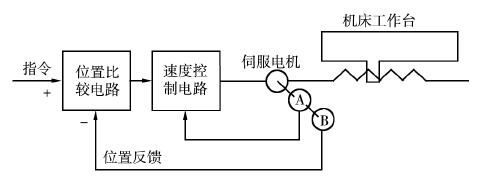
圖 2 半閉環控制系統
2 、全閉環控制系統改半閉環控制系統的方法及應用
全閉環控制系統改半閉環控制系統,具體方法因不同數控系統而異,下面就 FANUC、SIEMENS、FAGOR 三種主流系統舉例分別加以介紹。
2.1 FANUC 系統
在一臺采用 FANUC 18i 系統的瑞士立式加工中心上,突然出現 383 X 軸脈沖丟失(EXT)的報警,首先懷疑光柵尺故障,將全閉環改半閉環后報警消除。修改的具體方法如下:
(1)按功能鍵[OFFSET],打開設定(SETTING)畫面,修改PWE=1,參數寫保護打開。
(2)按下功能鍵[SYSTEM]后,打開參數設定畫面,修改1815#1=0,1815#2=0,1818#3(絕對光柵尺原點)=0,2185(位置脈沖變換系數)=0,2024(位置脈沖數)=12 500,2084(柔性齒輪比 N)=3,2085(柔性齒輪比 M)=250。
(3)進入參數設定支援畫面,按下軟件[操作],將光標移至“FSSB(軸)”處,按下軟件[選擇],出現參數設定畫面,修改 X 軸的 M1=0,輸入完之后按設定。
(4)關閉電源,重啟機床后出現 300 X 軸零點丟失。將 X 軸用手輪搖到負向最大位置,再反向搖 10 cm,進入參數設定畫面,修改 1815#4=1,關閉電源從新啟動機床,各軸回完零后機床即可正常使用。
2.2 SIEMENS 系統
在 1 臺采用 Siemens 840D 系統的德國進口加工中心上,在移動 A 軸時出現“25000:Axis A hardware fault of active en-coder”的報警,針對報警,首先懷疑是光柵尺故障,將 A 軸由全閉環控制改成半閉環控制后,報警消除,說明光柵尺故障。修改方法如下:
(1)查看 PLC 程序,這臺機床 A 軸的全閉環采用 PLC 機床數據(對應 PLC 數據塊 DB20)賦值:
(2)按[機床菜單]軟鍵,找到[診斷]軟鍵,進入診斷畫面,在診斷畫面下的水平方向軟鍵有一個[機床數據]軟鍵,修改 PLC機床數據 MD14512[0]bit6=0,NC 軸軸參數 MD30200=1,軸參數MD30240 [1]=0,NCKRESET 后 A 軸的第一測量系統被改為半閉環。
2.3 FAGOR 系統
在一臺采用 FAGOR 8055 系統的臥式加工中心上,Z 軸突然出現的報警,查報警說明后,知道是 Z 軸光柵尺故障,為了不影響正常生產,將 Z 軸原全閉環控制系統(光柵尺檢測)改為半閉環控制系統(編碼器檢測),修改方法如下:
(1) 按 MAINMENU,再按軟鍵 F7(+)
(2)按軟件 F4(機床參數),打開 Z 參數設定畫面,修改 P5=1,P6=-601,P7(柵距)=0.004,P8(脈沖數)=0,P13(計數方向)=NO,P14(反向間隙)=0,P15(螺距補償)=ON,P19(死區)=0.01,P63(光纜)=0,P47(零點偏置)=3.5
(3)打開 Z 軸伺服參數設定畫面,修改 EP1=1250 PPV。
(4)關閉電源,重新啟動機床,各軸回完零后機床即可正常使用。
3、 結束語
高精度數控機床的位置檢測裝置都是采用光柵尺的全閉環控制方式,而光柵尺出現故障的頻率相對很高,而且訂貨周期較長。因此,當光柵尺出現故障時,利用參數把全閉環控制系統更改為半閉環控制系統,從而使得機床能夠正常工作的方法將會成為日常機床維修中必不可少的方法。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

