



西門子 840D 系統換刀故障診斷與維修
2021-6-1 來源: 北京航星機器制造有限公司 作者:趙明園
摘要:對西門子 840D 系統數控機床機械手換刀故障進行分析,針對換刀過程中出現的故障報警,借助 SIMATIC Manager 軟件查找相關程序,分析故障原因,通過修改 DB 數據,使故障得到解決,為同業人員再針對此故障問題時提供維修思路。
關鍵詞:840D 數控系統;機械手換刀;PLC 診斷維修
0 引言
隨著制造業的飛速發展,各大制造企業均采用了數控機床加工的模式,數控加工有著很多的優點,例如加工精度高、工藝集成度高等。機械手換刀裝置是數控機床的重要組成部分,同時也是數控機床能夠高精度、高效率工作的重要原因。近年來,借助機械手換刀裝置,各行業的細小、復雜零部件均得到有效加工,對于提高零部件加工水平具有重要的意義。但是,機械手換刀裝置結構復雜,可能會因為諸多因素的影響出現各種故障,影響數控機床的工作效率。在數控機床維修過程中,換刀故障十分常見,因此對西門子 840D 系統數控機床中的機械手換刀裝置故障及維修方法進行分析,對出現的問題進行歸納總結。
1、 換刀故障描述
公司一臺國產臥式加工中心采用西門子公司 840D 數控系統,各進給軸為全閉環控制,反饋配置增量式脈沖編碼器。在執行換刀程序時,機床各軸按順序回到第二參考點,主軸定向停止后,機械手不動作,數秒過后機床報警“700114,換刀位置錯誤”。根據現場了解的情況,該設備有一年多沒有進行過自動換刀了,這次換刀是因為工藝需要才使用了自動換刀功能。
2 、換刀故障原因分析
機床發生故障,首先要檢查是否有報警信息,該報警是 PLC用戶報警。該報警信息是由機床生產廠家自行編寫定義的。根據報警信息內容了解到應該是機床的換刀位置出現了問題,所以無法進行換刀。通過查看換刀宏程序,沒有發現問題,并且各軸所在的換刀位置也是參數設定的位置。初步分析機床廠家在PLC 程序里添加了檢測條件,只有當所有設定條件滿足時,才可以執行換刀動作,因此需要借助 PLC 程序來進行故障診斷。既然機床出現了報警信號可以通過 700114 這個報警號來對 PLC故障原因進行分析。
西門子用戶報警是在 DB2 數據區域。通過查找西門子840D 調試手冊 PLC 接口信號部分,經過計算,該報警信息對應的點為 DB2.DBX189.6,當該信號為 1 時就觸發 700114 號報警。使用 SIMATIC Manager 軟件,將機床 PLC 程序上載到電腦內,點擊選項菜單選擇參考數據,進入交叉參考界面,搜索 DB2.DBX189.6,查找到該信號線圈位置。查找并提煉出與報警相關的 PLC 程序如下:
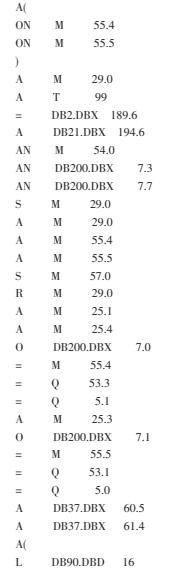
根據以上程序分析,只有當 M55.4、M55.5 信號同時為 0 并且 M29.0 為 1 時,經過 T99 定時器設定的時間延時后觸發 DB2.DBX189.6 報警。
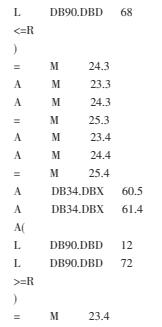
首先對 M29.0 信號進行跟蹤,確認該程序段觸發邏輯,DB21.DBX194.6 也就是執行 M6 指令后 , 當 M54.0、DB200.DBX7.3、DB200.DBX7.7 同時為 0 時,將 M29.0 信號置 1,在 T99設定的時間內,如果 M29.0 不能在這段時間內被復位掉,那么就會觸發報警。而在下方程序段 M29.0、M55.4、M55.5 同時為 1 時就可將 M29.0 復位掉,很顯然故障點在 M55.4 和 M55.5 這兩個中間寄存器這里。跳轉到 M55.4 和 M55.5 這兩個信號的應用程序段,查看 M55.5 信號,它是由 M25.3 寄存器為 1 時接通,M25.3 由 M24.3 和 M23.3 同時都為 1 時接通,通過在線診斷功能,查看 M23.3 為 1 信號狀態正常,M24.3 信號為 0,繼續查找M24.3 觸發邏輯,根據程序段分析,DB37.DBX60.5 和 DB37.DBX61.4 兩個信號都為 1,代表主軸停止并且定向完成,DB90.DBD16 和 DB90.DBD68 這兩個是浮點型數據,將其轉換 F 格式,數據顯示,這兩個數據邏輯判斷錯誤,根據邏輯判斷要求DB90.DBD16≥DB90.DBD68,這樣才能輸出為 1。實際診斷的結果DB90.DBD68>DB90.DBD16,其中 DBD90.DBD16 是采集主軸編碼器的反饋數據,而 DBD90.DBD16 是之前出廠設定的數據,因此第一個故障點確定了。繼續檢查 M55.4 的導通條件是M25.1 和 M25.4 都為 1 時導通,根據在線診斷,發現 M25.4 為0,繼續向上查找 M25.4 導通條件是當 M23.4 和 M24.4 都為 1時導通,根據診斷信號,M23.4 為 0,查找 M23.4 觸發邏輯,根據程序段分析 DB34.DBX60.5 和 DB34.DBX61.4 兩個信號都為 1代表 W 軸到位置,DB90.DBD12 和 DB90.DBD72 與上面 DB90數據類型相同,轉換數據格式,數據顯示這兩個信號邏輯判斷錯誤,根據邏輯要求是 DB90.DBD12≥DBD90.DBD72 信號,實際診斷是 DBD90.DBD12<DBD90.DBD72,DBD90.DBD12 是采集的W 軸當前位置數據,DB90.DB72 是出廠設置的參數,至此兩個故障點全部確定。
3 、機床換刀故障處理
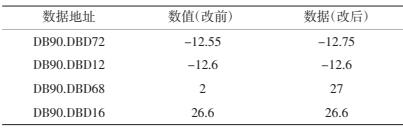
根據 PLC 在線診斷的數據結果,首先將 DBD90.DBD72 由12.55 改為-12.75,此時 M23.4 和 M24.4 都為 1,M55.4 信號為1;將 DBD90.DBD16 由 2 改成 27,此時 M23.3 和 M24.3 都為 1,M55.5 信號為 1。再次執行換刀程序,此時換刀動作正確,機床無任何報警,多次執行換刀程序,機床無異常,故障解除。修改前后數值見表 1。
表 1 修改前后數值
4、 結語
事后經過多方了解,該設備曾經更換過主軸編碼器,但是因為當時并沒有換刀的工藝需求,維修人員僅僅是在調整過定向角度后就結束了維修工作,當時也并沒有進行自動換刀測試。在之前維修過程中,沒有考慮機床廠家編寫 PLC 程序時,為安全起見在換刀點位置做了邏輯判斷,經過此次深入了解和維修后,將其故障分析維修過程進行總結,也是希望這次維修過程能夠對同業人員再遇到此類問題時,提供參考與幫助。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

