控")



西門子828D刀具管理功能在待機(jī)位刀庫上的應(yīng)用
2021-7-29 來源: 中國東方數(shù)控有限公司 作者:朱遠(yuǎn)吉
摘要:在一臺帶運(yùn)刀機(jī)械手的臥式加工中心,通過刀庫初始化和 NC 參數(shù)設(shè)置,再由 PLC 執(zhí)行相關(guān)邏輯動作并完成相應(yīng)的步驟應(yīng)答,實(shí)現(xiàn)刀庫提前備刀與必要的異步還刀動作,既保證了此類刀庫的高效利用率,又發(fā)揮了西門子 828D 刀具管理功能的雙保險監(jiān)控功能。
關(guān)鍵詞:刀具管理 ;刀庫 ;待機(jī)位 ;卡爪 ;異步 ;應(yīng)答
西門子828D 系統(tǒng)的刀具管理功能是其一大亮點(diǎn),在帶有刀庫的加工中心運(yùn)用該功能可以完成刀具的手動和自動更換,相比單純由 PLC 控制的換刀,刀具檢索、數(shù)據(jù)刷新、手動換刀識別等很多任務(wù)通過 HMI 和 NC 完成,極大地減少了 PLC 程序的開發(fā)量,程序脈絡(luò)更加清晰,可讀性和安全性更強(qiáng)。
本文結(jié)合在工作中使用 SINUMERIK 828D 系統(tǒng)升級改造的一臺有待機(jī)位的鏈?zhǔn)降稁欤瑴\析其區(qū)別于普通圓盤機(jī)械手式刀庫的主要特征,運(yùn)用好將給大型臥式加工中心(以下簡稱“臥加”)的加工效率帶來很大提升。
1、臥加換刀機(jī)構(gòu)簡介
對一臺臥加刀庫進(jìn)行升級改造,用戶機(jī)床為動柱式臥加,帶液壓轉(zhuǎn)臺,由原來的普通圓盤式24 把刀刀庫改為鏈?zhǔn)?0 把刀刀庫,刀庫廠家為臺灣吉輔,如圖1所示

圖1 吉輔鏈?zhǔn)降稁?/font>
刀庫旋轉(zhuǎn)由普通電動機(jī)完成,刀庫運(yùn)刀機(jī)構(gòu)由液壓機(jī)構(gòu)驅(qū)動搖臂座執(zhí)行刀庫側(cè)、待機(jī)位,以及主軸側(cè)3個位置的切換,刀庫換刀機(jī)構(gòu)同樣由液壓機(jī)構(gòu)驅(qū)動機(jī)械手完成刀庫側(cè)與主軸側(cè)的抓刀與放刀、拔刀與插刀、刀具180°交換的動作,同時還有主軸液壓松緊刀等動作。
刀庫回零、刀位計(jì)數(shù)以及運(yùn)刀、換刀各步驟的到位信號均通過接近開關(guān)輸入 PLC 完成,機(jī)床軸 X,Y,Z 到達(dá)換刀位置和主軸 SP 換刀角度的定向,通過 NC 換刀子程序 L6設(shè)計(jì)完成。
2、刀庫基本設(shè)置
2.1 刀庫初始化
刀庫初始化主要是對刀具管理進(jìn)行的刀庫數(shù)量、刀位數(shù)量、緩沖區(qū)數(shù)量、找刀策略等進(jìn)行基本設(shè)置。在新版本 V4.7 系統(tǒng),在 Operater 界面上通過【主菜單】→【NC】→【刀具管理】使用刀庫模板進(jìn)行刀庫初始化,這里仍采用 TOOLBOX 光盤里提供的初始化程序 Mag_conf.mpf 進(jìn)行刀庫初始化,與普通圓盤機(jī)械手刀庫的主要區(qū)別是找刀策略參數(shù)一行“N70PLACE_SEARCH = 257 ”,表示此待機(jī)位換刀機(jī)構(gòu)應(yīng)設(shè)置為固定點(diǎn)換刀。
2.2 NC 參數(shù)設(shè)置
實(shí)現(xiàn)刀具管理功能需要進(jìn)行一系列 NC 參數(shù)的設(shè)置,以定義換刀子程序、換刀 M 功能碼、刀沿激活、手動刀具等動作和應(yīng)答邏輯等,例如 MD10715、10716、22550,22560、22562、20270、20310、55210、52270等。
2.3 換刀相關(guān)子程序設(shè)計(jì)
相關(guān)的換刀子程序、程序段搜索處理等刀庫文件可以從TOOLBOX 光盤examples\04.07\Tool_management 中查找,并修改好復(fù)制到系統(tǒng)數(shù)據(jù)的制造商循環(huán)文件中,包括如下文件:L6.SPF : 換刀子程序,實(shí)現(xiàn)刀庫的主要動作TCA.SPF :刀具激活CYCPE_MA.SPF :程序段搜索處理程序在換刀子程序 L6 中,首先判斷預(yù)選刀號是否在主軸上、是否處于程序測試、模擬方式、卡爪上是否有刀,以決定是否繼續(xù)執(zhí)行換刀,通過3個浮點(diǎn)數(shù)用戶數(shù)據(jù)接口使 Y 軸、Z 軸、SP 主軸分別運(yùn)動到換刀位和定向停角度,執(zhí)行 M206 換刀。
3、PLC軟件設(shè)計(jì)
3.1 建立傳輸/響應(yīng)步驟表
建立傳輸 / 響應(yīng)步驟表的目的是向刀具管理報(bào)告任務(wù)完成的應(yīng)答和刀庫當(dāng)前換刀動作的狀態(tài)等。此待機(jī)位鏈?zhǔn)降稁斓膿Q刀步驟較多,需建立傳輸 / 響應(yīng)步驟表,在完成換刀動作的同時響應(yīng)對應(yīng)的步驟,以通知刀具管理當(dāng)前的刀具和刀庫狀態(tài)。刀具管理指令的傳輸 / 響應(yīng)流程見圖2。
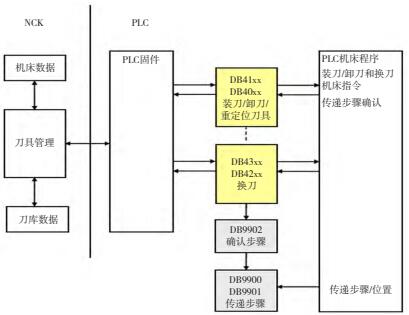
圖2 828D刀具管理傳輸/響應(yīng)流程
根據(jù)西門子828D 刀具管理的設(shè)置規(guī)則,把真實(shí)刀庫表示為“1”,真實(shí)刀庫中的某個刀位用刀位號表示,但是刀庫中的刀位往往較多,很難逐個列出。所以用“0,1”代表新刀源地址,實(shí)際地址在 DB4300.DBW6 和 DB4300.DBW8 中;用“0,2”代表舊刀目標(biāo)地址,實(shí)際地址在 DB4300.DBW18 和 DB4300.DBW20 中;用“1,n”代表刀庫中第 n 號到位,n 初始值為0,PLC 中映射到 DB9901.DBW2。
緩沖區(qū)刀庫表示為“9998”,那么“9998,1”代表主軸 ;“9998,2”代表卡爪1 ;“9998,3”代表卡爪2,并且將從刀庫抓取新刀的卡爪始終定義為“卡爪1”,將抓取主軸上舊刀后準(zhǔn)備還回刀庫的卡爪始終定義為“卡爪2”;裝刀點(diǎn)表示為“9999”,本項(xiàng)目只有1個裝刀點(diǎn),所以用“9999,1”表示。
從828D的PLC子程序庫中粘貼 3個數(shù)據(jù)塊 :DB9900(常量傳遞表、DB9901(變量傳遞表、DB9902(響應(yīng)表)。預(yù)先在數(shù)據(jù)塊 DB9900 中定義新刀和舊刀的動作步驟,在數(shù)據(jù)塊 DB9902 中定義換刀過程中、換刀終止和換
刀完成的響應(yīng)步驟,在數(shù)據(jù)塊 DB9901 中定義當(dāng)前刀位號與主軸刀號的傳遞,以及異步還刀時卡爪2刀號與刀庫當(dāng)前刀號的傳遞(卡爪2上的刀要還到刀庫中哪個刀位上)。由程序隨時刷新 DB9901 的當(dāng)前刀位號,3個數(shù)據(jù)塊的部分預(yù)定義示例見圖3。
DB9900常量傳遞表
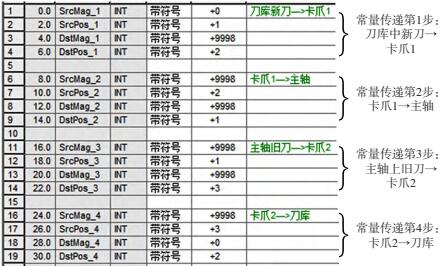
DB9901變量傳遞表

DB9902響應(yīng)表(部分)

圖3 常量、變量傳遞表及部分響應(yīng)表
3.2 編寫PLC程序
為了便于維護(hù)及更換刀庫刀具,要求刀庫中刀具為固定點(diǎn)換刀,即區(qū)別于普通圓盤式刀庫的隨機(jī)換刀,而且為了提高換刀效率和加工效率,要求換刀后機(jī)械手運(yùn)動到待機(jī)位(如圖4中狀態(tài)1)NC 程序即開始加工,同時執(zhí)行 T 備刀指令,準(zhǔn)備下一把待加工的刀具。備刀完成后,機(jī)械手仍然停在到圖4狀態(tài)1待機(jī)位等待下次執(zhí)行 M06換刀命令。

圖4 換刀流程
這里存在幾種情況,對應(yīng)會需要不同的換刀動作路徑,以達(dá)到最佳效率。
(1)M206換刀,有新舊刀交換,對應(yīng)換刀命令為 DB4300.DBX1.1。這種情況,對應(yīng)圖 4 的第 1~9 步,最終需要同步應(yīng)答換刀完成 DB4200.DBX0.2,系統(tǒng)才可以繼續(xù)執(zhí)行 NC 程序,如圖5所示。

圖5 換刀完成應(yīng)答PLC程序示例
(2)異步還刀 +T 指令預(yù)選刀。
執(zhí)行圖 4 中第 9~17 步。當(dāng)系統(tǒng)應(yīng)答完換刀完成即開始執(zhí)行后續(xù)加工程序,此時 PLC 中的換刀動作繼續(xù)從第 9 步往后執(zhí)行,根據(jù)西門子系統(tǒng)規(guī)則,必須有換刀指令才能進(jìn)行同步響應(yīng),否則會有系統(tǒng)報(bào)警,異步響應(yīng)則可以隨時響應(yīng),不需要命令。所以此時從卡爪2還刀到刀庫結(jié)束后,需要應(yīng)答圖3中 DB9902 的第 8 步應(yīng)答,對應(yīng) NC/PLC 接口地址為 DB4200.DBX1.0,同時需要將目標(biāo)刀位賦值給 DB9901.DBW14完成刷新,如圖6所示。
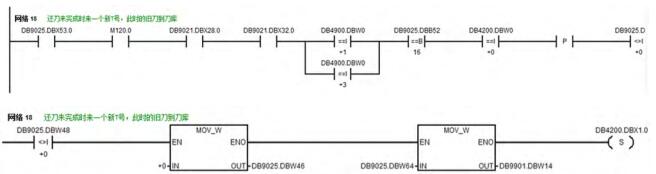
圖6 異步還刀應(yīng)答PLC程序示例
T 指令預(yù)選刀,對應(yīng)指令為 DB4300.DBX1.2,當(dāng) M06 換刀完成后執(zhí)行了 T 指令時,PLC 中即刷新了前面 M06 換刀時的 DB4300.DBW20,所以應(yīng)該在上面異步還刀過程中監(jiān)控預(yù)選刀指令 DB4300.DBX1.2,當(dāng)出現(xiàn)該指令時即設(shè)置記憶舊刀號的標(biāo)志位 M120.0,并且應(yīng)將 DB4300D.DBW20 賦值給用戶自定義變量 DB9025.DBW64 保存起來,以便給異步還刀判斷舊刀的目標(biāo)刀位號使用。同時需要建立還刀過程中標(biāo)志位 DB9025.DBX53.0,因?yàn)?T 指令備刀動作必須在異步還刀動作結(jié)束后再執(zhí)行。T 指令備刀結(jié)束需要應(yīng)答所有步驟完成,即 DB4200.DBX0.0。部分 PLC 程序見圖7。

圖7 記憶舊刀號標(biāo)志位建立PLC程序示例
(3)T0還刀。
如果是程序加工的最后,需要將主軸上最后一把刀放入刀庫,則需要在 M06之后執(zhí)行 T0。此時,注意 PLC 換刀動作中設(shè)計(jì)單獨(dú)的判斷邏輯,即通過 DB4300.DBX1.3 命令,在應(yīng)答完還刀結(jié)束后,從圖4中第12步直接跳回到第1步即可。T0結(jié)束的應(yīng)答也屬于備刀結(jié)束應(yīng)答,同樣應(yīng)答所有步驟完成,即DB4200.DBX0.0。
(4)初次備刀與重復(fù)備刀。
初次備刀即程序開始時調(diào)用第一把刀,此時屬于只抓新刀、無舊刀的特殊情況,對應(yīng) NC/PLC 接口命令為 DB4300.DBX1.4;重復(fù)備刀,是考慮到操作者編程重復(fù)編寫備刀指令 T,或備刀完成加工一段時間后,之前備的刀不想用,重新輸入 T指令備刀,那么這個時候就要判斷卡爪1上是否有刀,如果有刀要先還刀,再重新備刀,如下程序 MPF1所示。
T1: 初次備刀
M06: 換刀(包括異步還刀)
T2 : 提前備下一把刀
G01X500Y500F500: 加工程序
T3: 重新備刀
M06: 換刀
……
要判斷卡爪1上是否有刀,就需要建立卡爪1刀具號保存變量 DB9025.DBW46,并且在應(yīng)答備刀完成前,將 DB9901.DBW2的當(dāng)前刀具賦值給 DB9025.DBW46,如圖8所示。
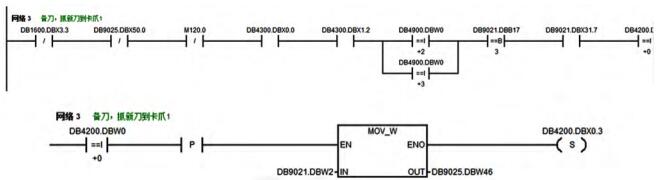
圖8 重復(fù)備刀卡爪1當(dāng)前刀具變量保存PLC程序示例
以上關(guān)于卡爪1、2需要注意的是,即使卡爪2還刀后去抓刀,對于所有備刀時抓刀的卡爪仍然命令其為卡爪1,當(dāng)應(yīng)答完備刀指令 DB4200.DBX0.0 后,在刀具管理畫面可以看到新刀應(yīng)答到了卡爪1上,如此可以簡化 PLC 中邏輯動作以及應(yīng)答對卡爪1、2的區(qū)分,降低編程復(fù)雜程度。
4、結(jié)束語
臥式加工中心配合轉(zhuǎn)臺功能,在對箱體等類型零件進(jìn)行銑削或孔加工時,所需的刀具數(shù)量往往較多,巨大的刀庫往往需要單獨(dú)放置在機(jī)床一側(cè),空間位置限制了像傳統(tǒng)圓盤機(jī)械手刀庫那樣簡便的換刀動作,需要在刀庫與主軸之間增加待機(jī)位以及運(yùn)刀環(huán)節(jié)。通過828D 刀具管理在該臥加刀庫改造上的應(yīng)用,即發(fā)揮了刀具管理的安全性和可靠性,又成功解決了加工異步還刀及待機(jī)位提前備刀問題,極大提高了此類臥加的加工效率,不失為此類加工中心設(shè)計(jì)及改造的一個高效且實(shí)用的途徑。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別