控")



FANUC高精度振蕩在車床上實現(xiàn)斷屑功能的應用
2022-5-17 來源: 寶雞機床集團有限公司 作者:馮星
摘要:利用FANUC數(shù)控系統(tǒng)的柔性同步控制、高精度往返選項功能,通過伺服軸振蕩的動作使車刀在切削工件的過程中出現(xiàn)加工深度的差別,從而實現(xiàn)在切削過程中不出現(xiàn)長條形的切屑而自然地產(chǎn)生斷屑效果。
關(guān)鍵詞:FANUC;斷屑;柔性同步控制;高精度往返
0 引言
車床加工中長條帶狀切屑會纏繞在工件或刀具上刮傷工件,引發(fā)刀具破損,甚至影響工人安全。而在自動化過程中更是希望在手抓取工件的時候沒有切屑干擾。所以車削斷屑為加工過程中的一個重要要求。
通常解決車削斷屑的方法是采用斷屑槽刀片或者高壓冷卻等,但是由于各種原因,并不能達到良好的效果。所以根據(jù)車削斷屑的理論依據(jù),靈活地結(jié)合了可以使機床軸進行循環(huán)往復振動動作的功能高精度往返控制,以及可以使機床不同軸移動命令疊加的柔性同步控制功能,則可以實現(xiàn)車床斷屑的功能。
根據(jù)軸振動方向的不同,可以分為X軸振動以及Z軸振動兩種斷屑方式,此兩種方式均可以通過不同的切深而避免長條形的切屑產(chǎn)生,所以均有斷屑的效果。具體使用哪種方式需要結(jié)合工藝進行考慮。
1、功能調(diào)試設(shè)置
利用柔性同步及高精度往返控制兩個功能進行車床斷屑的原理是首先設(shè)置一個虛設(shè)軸,然后使虛設(shè)軸進行高精度往返振蕩,此時使實際需要振蕩的軸同虛設(shè)軸進行柔性同步,從而使實際軸的動作為程序指令動作疊加振蕩動作,進而實現(xiàn)伺服軸根據(jù)程序指令運動的同時進行一定幅度及速度振蕩動作的目的。
1.1 虛設(shè)軸的設(shè)置
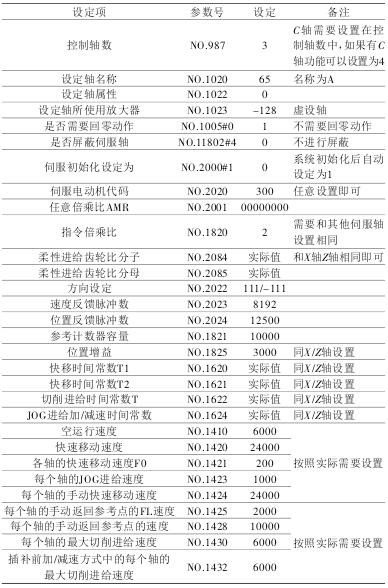
因為最終需要將高精度振蕩動作疊加在實際的軸移動中,所以一個虛設(shè)的軸是必須的。基本設(shè)置可以按照表1進行,其中特別需要注意的為虛設(shè)軸需要將返回參考點動作取消,同時對應的速度信號需要進行設(shè)置,表1中虛設(shè)軸設(shè)置為A軸。
表1 虛設(shè)軸初始化
1.2 高精度往返控制設(shè)定
對于虛設(shè)軸進行高精度往返控制的相關(guān)設(shè)定,因為其為選項功能,首先需要確認其具有對應的選項功能。以0i-F TYPE1為例,其訂貨號為A02B-0339-R662,診斷位為1263#7。如果系統(tǒng)為31i-B系統(tǒng),其訂貨號為A02B-0327-R662,診斷位為1232#5。假定第三軸為虛設(shè)軸,需要設(shè)置的參數(shù)如表2所示。
表2 高精度往返控制設(shè)置
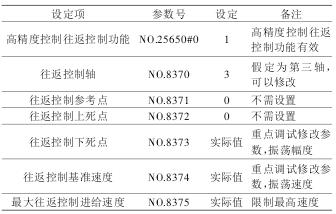
車削斷屑過程中重點調(diào)整的參數(shù)為參數(shù)8373及參數(shù)8374,8373決定了振蕩的幅度,8374決定振蕩的速度。一般準則為機床慣量越大,振動幅度越大,振蕩速度越低。如果機床慣量較小則可以設(shè)置較小的振動幅度和較快的振蕩速度。考慮到機械承受能力,8373推薦設(shè)置范圍為0.1~0.8,8374推薦設(shè)置范圍為100~600,,可以根據(jù)實際機械情況進行調(diào)整。
另外高精度振蕩功能調(diào)試除了參數(shù)設(shè)置之外,還需要對梯形圖做對應處理才可以實現(xiàn)其動作。主要處理下列兩個信號可以實現(xiàn)具體的動作。CHPST<Gn051.6>往返控制開始信號,在本例中執(zhí)行M13,CHPST <Gn051.6 > 為 “1”;在 本 例 中 執(zhí) 行 M14,CHPST<Gn051.6>為“0”。此信號為輸入信號,其為1為開始往返控制動作,其為0為在往返控制中時停止往返控制動作。*CHLD<Gn051.7>往返控制保持信號此信號為輸入信號,其為1則可以開始往返控制動作,其為0則無法開始往返控制。
其作用類似于*SP進給保持信號。所以常用的信號處理方法為保持G51.7信號常1,在本例中G51.7信號按常1處理,通過G51.6信號控制往返控制的開始于結(jié)束即可。如果參數(shù)及梯形圖處理正確,往返控制開始時如果屏幕上顯示振蕩軸坐標,其坐標數(shù)值會以設(shè)定的幅值及速度進行周期性變化,可以以此確認高精度往返控制是否調(diào)試成功。
1.3 柔性同步控制設(shè)置
柔性同步控制在車削斷屑中的重要目的為將虛設(shè)軸的振蕩動作與伺服軸的正常指令進行疊加,從而實現(xiàn)斷屑的效果。控制中以虛設(shè)軸A軸作為其主動軸,需要進行振蕩的伺服軸設(shè)置為從動軸,最多可以設(shè)置4組。柔性同步控制同樣為選項功能,0i-TF中訂貨號為A02B-0339-S709,診斷號為1292#0。31i B系統(tǒng)訂貨號為A02B-0327-S709,診斷號為1268#1。下面設(shè)置以標準車床為例,設(shè)置兩組振蕩軸,其設(shè)置如表3所示。
表3 柔性同步控制設(shè)置
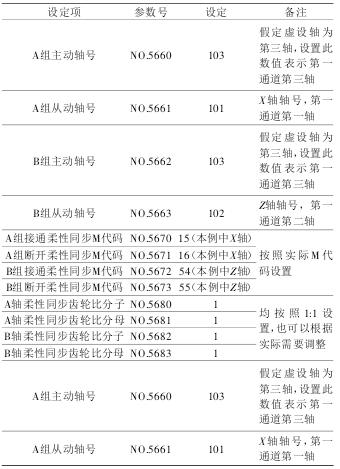
柔性同步控制同樣需要對應的梯形圖處理步驟,一般為M代碼進行對應柔性同步軸的開啟及關(guān)閉,主要需要處理的信號如下:MTA<Gn197.0>A組柔性同步信號此信號為輸入信號,其為1時柔性同步開啟,其為0
時柔性同步關(guān)閉。在本例中執(zhí)行M15,MTA<Gn197.0>為“1”;在本例中執(zhí)行M16,MTA<Gn197.0>為“0”。
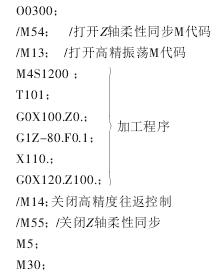
MTB<Gn197.1>B組柔性同步信號 。在本例中執(zhí)行M54,MTA<Gn197.1>為“1”;在本例中執(zhí)行M55,MTA<Gn197.1>為“0”。此信號為輸入信號,其為1時柔性同步開啟,其為0時柔性同步關(guān)閉。同時對應的M代碼數(shù)值需要設(shè)置到參數(shù)中。并且高精度往返控制以及柔性同步的開關(guān)順序為:打開柔性同步→打開高精振蕩→加工動作→關(guān)閉高精振蕩→關(guān)閉柔性同步。
請務(wù)必以此種順序進行整體控制的開啟及關(guān)閉順序,負責會導致控制軸位置停止再振蕩范圍中的隨機位置,造成加工問題,請注意此點。
2 、斷屑功能編制加工程序樣例(高精度往返控制及柔性同步控制)
在實際的控制中,8373推薦設(shè)置范圍為0.1~0.8;8374推薦設(shè)置范圍為100~600,可以根據(jù)實際機械情況進行調(diào)整。
在本例中8373設(shè)置0.2;8374設(shè)置為300。
車工進行對應加工性能的調(diào)試,需要進入到參數(shù)畫面中修改參數(shù)。(8373設(shè)置振幅;8374設(shè)置振蕩速度),具體加工程序編寫,見下面例子:
3 、斷屑調(diào)試方法
在高精度往返控制及柔性同步控制功能調(diào)試完畢之后,開啟對應的功能可以看到機床對應的振蕩軸開始疊加振蕩動作,為了方便描述,下面統(tǒng)稱此種狀態(tài)為開啟振蕩動作。
同時可以對于振蕩軸進行正常的程序或者手動指令,其移動量為指令量疊加高精振蕩的振蕩量。疊加了振蕩指令的動作可以理解為在正常指令的基礎(chǔ)上疊加了周期性的循環(huán)動作,從而可以造成切削表面的深淺出現(xiàn)變化,從而實現(xiàn)車削過程中的斷屑動作。同時也可以容易地推論出,此種動作一定會造成車削表面的粗糙度變化,所以此種動作最為適用于粗加工中。同時因為其不影響軸的正常指令,所以其應用在直線、斜線、圓弧及各種車削循環(huán)中都可以起到作用,使用極為方便。
一般車削的過程中主要調(diào)整的參數(shù)為振蕩的幅度8373參數(shù)及振蕩的速度8374參數(shù)。根據(jù)現(xiàn)有的調(diào)試經(jīng)驗,一般參數(shù)的設(shè)置范圍同機型大小有比較強的關(guān)系,下面通過表4推薦一些適用于不同機床大小的設(shè)置范圍以方便快速的調(diào)試工作。
可以根據(jù)現(xiàn)場的斷屑情況及加工效果進行靈活的調(diào)整,表中僅僅推薦為一個適用的范圍。
表4 不同機型推薦參數(shù)范圍
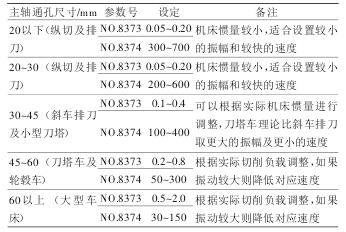
表 4數(shù)值僅為推薦數(shù)值,如果在實際使用中發(fā)現(xiàn)對應的數(shù)值不能滿足加工要求或者對機械沖擊過大,則需要對應的調(diào)整振幅及振蕩速度。慣量越小則可以設(shè)置更小的振蕩幅度及更高的振蕩速度,慣量越大則需要增大振蕩幅度及減小振蕩速度。同時可以根據(jù)不同的工件及條件機型對應的調(diào)整。
為此種加工斷屑方式會造成加工表面的粗糙度變高,所以在要求最終加工效果的精加工中不適用于采用振蕩斷屑動作。但是可以通過在粗加工中留有對應的余量,使最后精加工需要切削的余量為波浪形,從而也實現(xiàn)斷屑的加工效果。可以通過調(diào)整粗加工剩余的余量和經(jīng)加工的位置實現(xiàn)粗加工過程中斷屑,精加工保證表面粗糙度。
同時如果調(diào)整合適,可以實現(xiàn)粗加工剩余余量在精加工過程中同時實現(xiàn)斷屑及最終加工表面的質(zhì)量。根據(jù)加工經(jīng)驗,如果工件表面較為平滑,則可以在整體加工中設(shè)置統(tǒng)一的振蕩幅度及速度,最終的精加工過程中去除一般可以保證斷屑。如果加工過程中工件表面變化較為明顯,則可能需要在加工過程中調(diào)整不同的加工振蕩幅度及振蕩速度以保證最終的加工余量可以斷屑。具體工件需要通過工藝分析進行加工,變量較多,如果需要達到理想的效果需要精細的調(diào)整工作。

(a)粗加工中留有波浪形余量

b) 精加工中去除波浪形余量實現(xiàn)斷屑
圖1 粗加工余量及精加工示意圖
4 、結(jié)論
經(jīng)過上面的分析,通過高精度往返控制及柔性同步控制結(jié)合實現(xiàn)車床斷屑的方案較為適用于粗加工的過程中,同時在小型車床上可以取得更為良好的加工效果。最終的精加工可以通過與粗加工余量的良好調(diào)整同時達到斷屑和保證加工結(jié)果的目標。此種加工因為從原理上保證了不會出現(xiàn)長條形的切屑,所以可以實現(xiàn)完全的斷屑效果,加工過程中斷屑極為穩(wěn)定。同時會造成機械負載增大,對于聯(lián)軸器、絲杠及電動機都存在不利的影響,所以在機床設(shè)計階段就需要注意此點。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)