控")



西門子數(shù)控系統(tǒng)摩擦力補(bǔ)償功能在解決加工質(zhì)量問題中的應(yīng)用
2023-2-17 來源: 昌河飛機(jī)工業(yè)(集團(tuán))有限責(zé)任公司 作者:胡輝
數(shù)控機(jī)床各軸在移動(dòng)過程中,傳動(dòng)鏈上的導(dǎo)軌與齒輪中的摩擦力會(huì)影響到機(jī)床軸的動(dòng)態(tài)特性,尤其是機(jī)床軸從靜止?fàn)顟B(tài)開始加速啟動(dòng),從靜摩擦到動(dòng)摩擦轉(zhuǎn)變過程中產(chǎn)生的摩擦力,會(huì)引起短暫的跟隨誤差增大。當(dāng)該軸與其它軸進(jìn)行插補(bǔ)運(yùn)動(dòng)時(shí),會(huì)造成明顯的輪廓誤差。比較典型的是在加工圓形輪廓轉(zhuǎn)換方向時(shí),在過象限處,一根軸靜止且換向,會(huì)產(chǎn)生負(fù)面效應(yīng)。
為了改善這些位置的輪廓精度,西門子數(shù)控系統(tǒng)提供了摩擦力補(bǔ)償功能,在機(jī)床軸從靜止?fàn)顟B(tài)開始加速時(shí),提供一個(gè)附加的設(shè)定值速度脈沖(以下簡(jiǎn)稱附加脈沖),但這個(gè)附加脈沖需要調(diào)試,與實(shí)際偏差相匹配,不能太大,也不能太小,否則就會(huì)出現(xiàn)補(bǔ)償不足或補(bǔ)償過度的現(xiàn)象。
1、摩擦力補(bǔ)償功能簡(jiǎn)介
根據(jù)使用需求,西門子數(shù)控系統(tǒng)提供的摩擦力補(bǔ)償功能可分為以下三種類型 :
(1)補(bǔ)償值恒定的摩擦力補(bǔ)償不考慮機(jī)床軸的加速度,始終為速度設(shè)定值提供相同的附加脈沖(如圖 1 所示),可設(shè)置調(diào)整附加脈沖的振幅和失效時(shí)間。
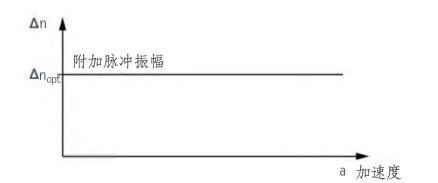
圖 1 補(bǔ)償值恒定的特性曲線
(2)帶自適應(yīng)特性曲線的摩擦力補(bǔ)償
可通過設(shè)置三個(gè)不同的加速度控制點(diǎn),以及附加脈沖的最小振幅、最大振幅和失效時(shí)間,形成一條附加脈沖的幅值特性曲線,如圖 2 所示。
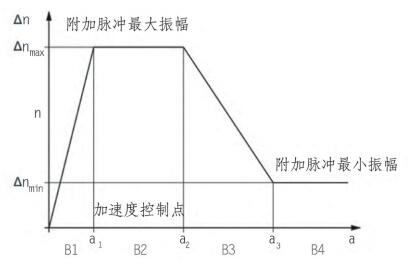
圖 2 帶自適應(yīng)的特性曲線
(3)高階版帶自適應(yīng)特性曲線的摩擦力補(bǔ)償可設(shè)定四條附加脈沖補(bǔ)償特性曲線,每條曲線可包含至多 9 個(gè)加速度控制點(diǎn),如圖 3 所示。
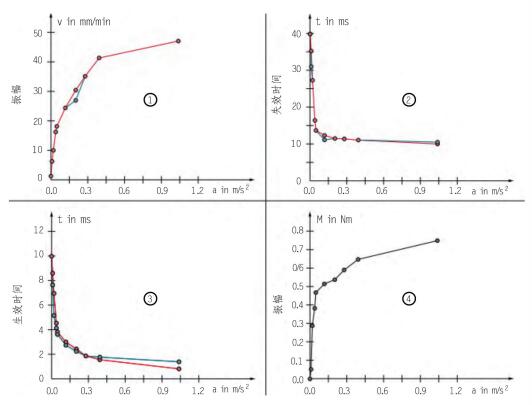
圖 3 高階版帶自適應(yīng)的特性曲線
針對(duì)每個(gè)加速度值設(shè)置附加脈沖的振幅、生效時(shí)間和失效時(shí)間設(shè)定權(quán)重系數(shù)。若附加脈沖滿足不了要求,可考慮再增加一個(gè)附加轉(zhuǎn)矩脈沖。(該功能需許可證功能選件:6FC5800-0AS06-0YB0)以上三種摩擦力補(bǔ)償功能,其中第一種較為簡(jiǎn)單且常用,另外兩種使用起來較為復(fù)雜,尤其是第三種,還需要購(gòu)買相關(guān)的功能選項(xiàng)才能激活使用。在機(jī)械狀態(tài)良好的情況下,使用第一種功能基本上就能解決常見問題,如果不能解決且對(duì)輪廓精度要求較高的話,才會(huì)考慮使用第二、第三種補(bǔ)償功能。
以下就以第一種摩擦力補(bǔ)償功能為例,簡(jiǎn)單介紹一下該功能在解決加工質(zhì)量問題中的應(yīng)用方法。
2、 應(yīng)用案例
(1)故障現(xiàn)象
一臺(tái)四軸臥式加工中心, 配置西門子840DSL 數(shù)控系統(tǒng),加工一工件時(shí),在圓弧輪廓過渡處有明顯的接刀痕(如圖 4 所示),無法滿足工件精度要求。

圖 4 工件接刀痕
(2)問題分析及解決方案
在排除了操作方法、工件材料、刀具、工裝等工藝相關(guān)問題后,將分析的重點(diǎn)轉(zhuǎn)向設(shè)備本身。檢查機(jī)床潤(rùn)滑單元、導(dǎo)軌絲杠潤(rùn)滑情況,以及機(jī)床軸的反向間隙,均沒有發(fā)現(xiàn)明顯問題。仔細(xì)分析工件接刀痕,發(fā)現(xiàn)該接刀痕是在圓弧輪廓換向處,在機(jī)床 Y 軸換向時(shí)出現(xiàn)。
因此,考慮使用西門子數(shù)控系統(tǒng)自帶的圓度測(cè)試功能,對(duì)機(jī)床 X、Y 軸進(jìn)行圓度測(cè)試,檢查兩軸之間的插補(bǔ)精度以及動(dòng)態(tài)匹配性。圓度測(cè)試程序如下 :
G91; 增量編程方式
G17;X、Y 平面
G02 I20 J0 F2000 TURN=10;
半徑 20mm,循環(huán)執(zhí)行 10 次圓弧插補(bǔ)
M30; 程序結(jié)束
通過執(zhí)行以上圓度測(cè)試程序,測(cè)試結(jié)果如圖5 所示,發(fā)現(xiàn)在 Y 方向過象限處有明顯的凹尖點(diǎn),與工件接刀痕一致,同時(shí)發(fā)現(xiàn) X 軸在過象限處也有同樣的故障現(xiàn)象。

圖 5 圓度測(cè)試結(jié)果
因此,使用補(bǔ)償值恒定的摩擦力補(bǔ)償功能對(duì)X、Y 軸進(jìn)行補(bǔ)償,補(bǔ)償后用圓度測(cè)試進(jìn)行測(cè)試,重復(fù)幾次直到圓度測(cè)試最佳狀態(tài),無明顯尖點(diǎn)(如圖 6 所示),調(diào)整后的參數(shù)如下表所示。
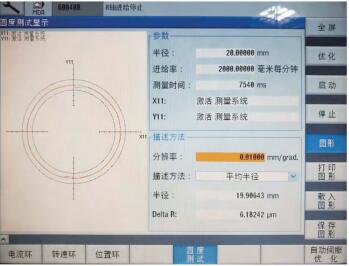
圖 6 補(bǔ)償后圓度測(cè)試結(jié)果
摩擦力補(bǔ)償參數(shù)表
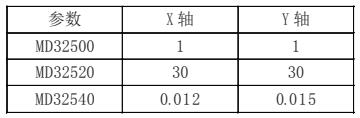
補(bǔ)償值恒定的摩擦力補(bǔ)償相關(guān)參數(shù) :MD32500 FRICT_COMP_ENABLE[< 軸 >] ;=0: 補(bǔ)償功能關(guān)閉,= 1: 補(bǔ)償功能激活MD32520 $MA_FRICT_COMP_CONST_MAX[< 軸 >]; 附加脈沖振幅MD32540 $FRICT_COMP_TIME[< 軸 >] ;附加脈沖失效時(shí)間重新加工工件,表面質(zhì)量明顯改善,接刀痕現(xiàn)象基本消失(如圖 7 所示),完全滿足工件精度要求。

圖 7 補(bǔ)償后工件接刀痕
3、結(jié)語(yǔ)
隨著數(shù)控機(jī)床使用年限的增長(zhǎng),機(jī)械性能逐年劣化,機(jī)床動(dòng)態(tài)特性降低,加工工件的精度和表面質(zhì)量也隨著變差,已無法達(dá)到新機(jī)床的加工效果。
在不進(jìn)行機(jī)械大修或者更換老化部件的情況下,如何利用數(shù)控系統(tǒng)補(bǔ)償功能,對(duì)機(jī)床動(dòng)態(tài)特性進(jìn)行優(yōu)化,彌補(bǔ)機(jī)械劣化損失,對(duì)于設(shè)備維護(hù)人員來說,這是一個(gè)值得探索的技術(shù)方向。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別