


重型深孔鉆鏜床裝配工藝方案
2014-2-1 來(lái)源:齊重?cái)?shù)控裝備股份有限公司 作者:董新國(guó)
我們公司設(shè)計(jì)制造的系列重型深孔鉆鏜床,其最大可承載300t,加工零件長(zhǎng)度18m,是加工核電轉(zhuǎn)子、大型電站轉(zhuǎn)子、水輪機(jī)主軸等核心部件必不可少的制造裝備。該系列機(jī)床隨著承載能力、加工范圍的不斷擴(kuò)大,不僅提高了設(shè)計(jì)研發(fā)難度,同時(shí)也對(duì)機(jī)床整體裝配精度有了更高的要求。工件中心架是該機(jī)床的重要部件,其裝配精度十分關(guān)鍵。為此,我們專門研究制定了裝配工藝方案。
1. 裝配部件分析
深孔鉆鏜床的工件中心架安裝在該機(jī)床的工件床身上,由蝸桿箱帶動(dòng)可在床身上移動(dòng),按工件的長(zhǎng)度確定其固定位置,并通過(guò)調(diào)整左右支架體、滾輪位置支撐工件,與床頭箱卡盤配合完成工件的找正、裝夾,該中心架最大可支撐直徑2 000mm工件。工作時(shí),床頭箱卡盤帶動(dòng)工件并通過(guò)該部件左右支架上滾輪支撐旋轉(zhuǎn),進(jìn)行工件的鉆、鏜深孔加工。中心架的裝配精度直接影響工件的加工質(zhì)量,應(yīng)確保安裝過(guò)程中各項(xiàng)精度準(zhǔn)確。
2. 裝配工藝的制定
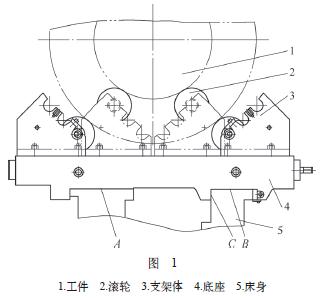
經(jīng)過(guò)認(rèn)真分析,為保證該部件整體裝配質(zhì)量,以及工作時(shí)精度穩(wěn)定,關(guān)鍵環(huán)節(jié)是控制床身、底座、支架體、滾輪各零部件之間的相互安裝位置精度和配合精度,如圖1所示。主要工藝方案如下:
(1)底座的安裝調(diào)整 底座是中心架的基礎(chǔ),其上安裝左右支架、滾輪等部件,并可在床身上移動(dòng)。底座上A 、B 、C 各面與床身相應(yīng)各面接觸并滑動(dòng),G 、D 、H 面分別與支架體接觸并滑動(dòng),是支架體定位基準(zhǔn)面,如圖1、圖2所示。中心架整體在床身上移動(dòng)時(shí)應(yīng)保持運(yùn)動(dòng)平穩(wěn),精度穩(wěn)定,潤(rùn)滑油膜均勻。工藝要求:A 、B 、C 各面與床身導(dǎo)軌面接觸面積應(yīng)均勻;接觸面積長(zhǎng)度方向70%以上,寬度方向50%以上;刮研點(diǎn)不少于6個(gè)/25mm2;0.04mm塞尺局部插入深度不大于25mm。
首先,刮研A 、B 面。將底座置于調(diào)整好的床身上進(jìn)行合研A 、B 面,按工藝要求刮研,至檢查合格。其難點(diǎn)在于,刮研A 、B 面時(shí),必須同時(shí)保證A 、B 面與上平面G 平行,確保支架體定位基準(zhǔn)面精度可靠。其工藝方法是:分別在底座G 面前段、后段上放平尺,并移動(dòng)平尺調(diào)整好位置,檢查接觸面0.02mm塞尺不入,然后分別移動(dòng)表座檢測(cè)G 面上四點(diǎn)并記錄數(shù)值,控制平行度誤差不大于0.02mm,如圖2所示。
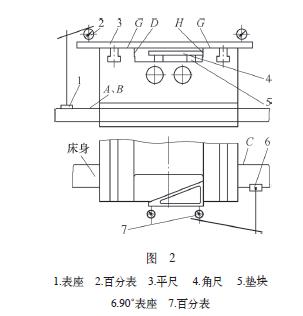
其次,將底座C 面與床身進(jìn)行合研,刮研C 面至各項(xiàng)精度檢查合格。其重點(diǎn)是在刮研C 面時(shí),應(yīng)同時(shí)控制支架體移動(dòng)基準(zhǔn)面D 、H 與C 面垂直度誤差不大于0.04mm,最終保證安裝滾輪軸線與床身平行度要求。在加工底座時(shí),已控制D 、H 兩面平行度誤差不大于0.02mm,只需要裝配時(shí)保證其中一面與C 面垂直要求即可。由于不能直接測(cè)量其垂直度誤差,需采用以下方法:將90°角尺調(diào)平找正,一面靠緊H 面,用0.02mm塞尺檢查不入,然后移動(dòng)90°表座測(cè)量水平面內(nèi)床身導(dǎo)軌面與角尺面平行度,記錄數(shù)值,控制其精度不大于0.02mm/500mm,以此保證C 面和D 、H 面之間垂直度要求。
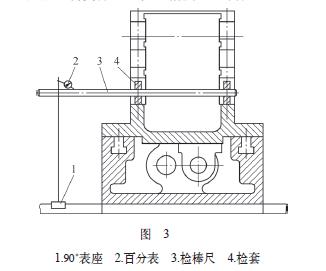
(2)支架體的安裝調(diào)整 左右支架體安裝在底座上,其上安裝滾輪,該支架體可按支撐工件外圓尺寸大小,通過(guò)絲杠傳動(dòng)在底座上移動(dòng)進(jìn)行調(diào)整。其工藝重點(diǎn)是:各滑動(dòng)面與底座之間的位置精度和配合精度,同時(shí)保證支架體中心孔的位置精度。以底座上G 、D 、H 各面為基準(zhǔn),分別進(jìn)行左右支架體各配合面刮研,要求達(dá)到:各接觸面積均勻;接觸面積長(zhǎng)度方向70%以上,寬度方向50%以上;刮研點(diǎn)不少于6個(gè)/25mm2;0.04mm塞尺不入。在刮研各面時(shí),關(guān)鍵要同時(shí)控制左右支架體中心孔軸線與床身導(dǎo)軌面平行度,即滾輪中心孔位置精度。其工藝方法是:如圖3所示,將檢套、檢棒分別穿入支架體滾輪中心孔中,調(diào)整好檢套、檢棒位置,然后移動(dòng)90°表座分別測(cè)量支架體中心孔軸線與床身導(dǎo)軌在垂直平面內(nèi)、水平面內(nèi)的平行度,將其精度控制在≤0.03mm/500mm,以保證安裝滾輪后,滾輪所支撐工件位置精度的準(zhǔn)確。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別