


摘要: 本文針對某進口鏜床出現的使用故障和穩定性問題進行維修處理。通過深層次剖析問題產生原因,同時克服缺少圖紙資料的困難,創新采用機電結合的方式解決疑難問題,最終取得了良好效果,為以后同類設備修理提供技術借鑒和參考。
0 前言
BFP125 /5 鏜床是哈鍋1975 年引進德國的設備,迄今已經使用40 多年,由于生產任務繁重,設備利用率較高導致設備的穩定性逐年下降,主要表現是主軸軸向進給和垂直進給的變速功能經常發生故障,經過多次修理仍無效。本文記錄了技術攻關過程,從深層次剖析,克服缺少圖紙資料的困難,論述了本次技術攻關的主要細節,并對此問題提出了詳細的解決方案。
1 、設備故障的表象
在加工端面垂直進給時,設備缺少很多進給速度量的控制。如果沒有合適的進給速度,選大了就會直接破壞刀具,選小了就會造成刀具磨過快,加工效率相對較低,操作者反映常用的2. 08 mm/min - 10. 4 mm/min 的進給量缺失,而其他進給速度很少用。另外,設備原有的快速進給功能丟失,只能以較快的進給速度代替,但是加工效率無法提高。
2 、對實際操作和產品加工的影響
操作非常復雜和麻煩,并且嚴重影響加工質量,效率極低,甚至對有的產品無法實現加工過程。以往設備維修時,由于沒有原版圖紙,因此主要是更換減速箱內的離合器,近幾次在國內定制的離合器性能較差,存在剩磁現象,結合能力低,經過測力試驗吸合能力都低于原有的離合器,該脫離時卻又因為剩磁原因不能實現完全脫離,安裝到減速箱內時,進給的功能常常無法實現。
3 、設備故障原因的分析
3. 1 主軸進給系統簡介
在設備立柱底下有一個負責主軸進給的變速箱,經由雙速電機- 三角帶傳動,再經過變速箱內一系列變速齒輪的組合變速,即可將速度和扭矩傳出箱外,再通過箱外的兩個電磁離合器的接通和斷開,就可分別實現主軸的垂直進給和軸向進給,為了從設備工作原理上分析故障原因,通過實測、查找資料,總結和分析得出以下幾個控制關鍵點:
1) 該電機為雙速電機,圖紙上標注為M200,可實現2 級和4 級的轉速切換,功率分別為4. 2 KW和5. 3 KW。按一般的電機,2 級電機的轉速為3 000 轉左右,4 級的轉速為1 500 轉左右,即是倍比關系;
2) 變速箱變速是靠8 個大小不一的電磁離合器控制的,按箱體內的電磁離合器的排列來看,該變速箱有4 檔軸,其中有3 檔軸是帶有電磁離合器的,其中I 軸有2 個電磁離合器, II 軸有3 個電磁離合器, IV 軸有2 個電磁離合器,單速電機應具有18 種轉速,由于是雙速電機,進給變速按理應有36 種轉速,而實際旋轉標牌是35 種,初步判斷可能是像國產機床一樣有轉速重合的情況,后經實際了解和計算分析,最高轉速是當做快速進給使用,在按鈕站上單獨有一個按鈕,按表1 其值應該為83. 5 mm/min 左右,在實際測試時,在點擊快速按鈕后,電機先以低速運轉,后來又以高速運轉,但電機轉一會就被" 憋停" 了,根據以往經驗判斷,此電機以前就發生帶不動負載出現運行故障。經過實際勘查發現使用的電機不是原裝德國產品,而是國產電機,并且控制按鈕站的預選旋鈕顯示轉速有以下35 種,詳見表1。
表1 進給量參數( mm/min)
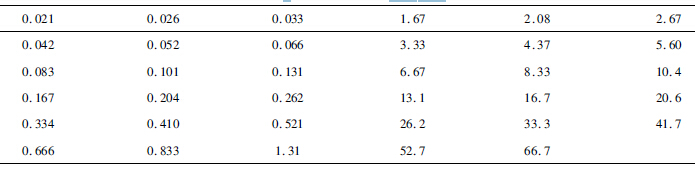
從以上數據不難發現,進給速度是從低到高升序排列的,并且數據排列很多數據都是倍比關系,比如0. 021 和0. 042,0. 026 和0. 052 等等,由于2 級轉速和4 級轉速基本上是2 倍關系,因此可以初步斷定是電機在2 級轉速和4 級轉速在有規律的切換。
3) 按照變速箱內帶有電磁離合器的齒輪排列,按照從輸入軸近端到遠端的順序,從輸入軸開使,第I 檔軸始端離合器為1,中間為2 ,終端是3; 第II 檔軸始端是4,終端是5,第Ⅲ檔軸沒有離合器,第IV 檔軸始端是6,中間是7,終端是8 ,則由齒輪齒數比的組合可最終計算出傳動比。
4) 經過仔細的研究,還發現設備的電機級數是從最低預選進給量每3 級變換一次,交替進行,因此0. 021 和0. 042 會是倍比關系。根據從2. 08 mm/min - 10. 4 mm/min 的轉速丟失情況判斷,應該是電機級數和預選進給量出現了問題,而快速進給故障應該是減速比設置出現了問題。
5) 在變速情況下,每檔的離合器都是串在一根花鍵軸上,正常運行每檔軸上只能有一個離合器吸合,如果有2 個或2 個以上的離合器吸合,在變速箱內部就會發生各傳動齒輪相互成為負載,就會造成故障或者損壞,電機可能會發生過載的情況而燒壞電機,俗稱" 較勁" ,這是問題關鍵。測試辦法是斷開從變速箱輸出軸到傳動絲杠的聯系,通過預選旋鈕預設所有轉速,再通過電機帶動,仍然發現還是有電機帶不動的情況發生,無法測試,于是又將電機和變速箱之間的三角帶拆掉,用管鉗子盤動輸入軸,在電控的情況逐級預選轉速下測試所有的轉速都有輸出,證明所有的電磁離合器都正常運轉,但是否存在每檔軸上有超過一個的離合器在吸合或者有該脫開的離合器沒有脫開,需要進一步檢驗。經拆開后檢查新舊離合器吸力對比時將變速箱打開,通過自配簡單電氣線路來查看,電源插頭的針是上7,中8、下7 共26個,實際8 個離合器每個2 棵線,應該是16 個,據分析其余的10 個應該是備用的,因為每次是3 個離合器供電,每個離合器需要2 棵線,這樣每組轉速需要6 棵電源線供電,再用6 個鱷魚夾來接線,按照推算出的轉速應該是哪幾個離合器組合,配合殼體上的接線針,測試時都能吸合,在吸合時用螺絲刀撥弄各離合器的摩擦片都很緊,而不應吸合的離合器摩擦片都很松,沒有不脫開的現象,經檢查實際電氣線路也正常,證明在設備正常使用時變速箱內部也正常。
6) 就目前情況判斷缺失轉速時是電動機帶不動,在臨界狀態差的并不多,只要電動機有足夠的扭矩就可以通過變速箱傳出轉速。
3. 2 根據實際測量情況和數據分析結論
1) 變速箱內的所有電磁離合器都能吸合且吸合力量足夠。
2) 變速箱內的電磁離合器沒有剩磁現象,運行正常。
3) 電氣控制上正常。
3. 3 本次故障解決方案的方向
應從減少設備負載上或者是驅動電機上解決問題。
4 、方案對比以及最終解決方案
1) 設備的負載可以通過大修理刮研導軌和壓板、重新找正安裝傳動件,提高安裝精度來實現,而對此項修理需要很長時間,容易耽誤生產,修后也可能達不到預期效果。從目前設備狀態看機械部分確實存在一定阻力,但是從設備使用情況來看,各部分間隙和阻力不會很大。
2) 如果更換電機,重新選一個功率更大的雙速電機應該能解決問題,只是在機械連接上改一下安裝法蘭和聯軸器,其他都不需要改動,這樣改造過程比較快,不會耽誤生產。
3) 本次決定重選電動機,也是雙速電機,2級轉速和4 級轉速的,功率是6 KW/8 KW 的,經過尺寸對比,除了電機機身略長之外,連接法蘭和軸等都和舊的電動機一樣,只用2 個小時就安裝到位,接線后發現電動機不能正常工作,雙速電機接線比較復雜,電氣人員必須按記號接線,否則容易出現故障問題,經分析是電機的內部接線與舊的電機不同,電氣人員經過復雜的測試分析,反復試驗,重新校正了接線方式,經過試車,所有速度均已調出,解決了多年來的設備頑疾,并為以后同類設備修理提供有效的技術借鑒和參考。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

