


珩磨在深孔加工中的應用分析
2017-12-29 來源: 西部新鋯核材料科技有限公司 作者:崔 順,李中奎,張建軍,文惠民
摘 要:主要介紹了幾種常規的深孔加工技術,并著重介紹了珩磨在深孔加工中的應用方式,珩磨時珩磨油、油石、珩磨工藝參數的選擇對珩磨工件的表面質量、加工效率都有很大的影響,合理選擇加工工藝對珩磨產品至關重要。
關鍵詞:珩磨;深孔加工;應用分析
目前常見的幾種深孔加工方式主要有鉆孔、鏜孔、鉸孔,但是加工產品的粗糙度值達不到 Ra0.2 um甚至更低的要求。珩磨加工由于采用浮動磨削,加工精度受機床本身精度影響較低,對于提高產品的表面粗糙度、孔的加工精度有很好的效果。
本文結合珩磨過程中油石、切削液、工藝參數的選擇展開分析,討論了不同的匹配參數會產生不同的加工效果,合理選擇工藝參數對于產品的加工精度、加工效率有著重要的影響。
1 、深孔加工技術介紹
一般將孔的長度與直徑之比大于 5 的孔稱為深孔[1],約占孔加工量的 40 %以上。深孔加工時,由于深孔刀具細長、剛性差、強度低,加工時容易引偏和振動,導致孔的軸線易歪斜,進而影響加工精度。
另外,刀具的散熱條件差、切屑排除困難等,易劃傷已加工表面,嚴重時還會引起刀具的崩刃至折斷。目前,常見的深孔加工方法有以下幾種:
(1)鉆孔加工。
在工件的端面直接采用鉆頭刀具進行加工,鉆桿導向架和床頭箱的相對位置也會影響孔的精度。根據排屑方式的不同,主要分為內排屑、外排屑兩種。常見的鉆孔內排屑方式有:BTA 單管鉆、噴吸鉆系統。BTA 單管受鉆桿內孔排屑空間的限制,主要用于直徑﹥12 mm 的深孔鉆削加工。
噴吸鉆切削方式較 BTA 所需的切削液壓力低。但加工時由于有內管,加工最小直徑范圍受到限制,主要用于直徑>18 mm的深孔加工。鉆孔外排屑指的是切屑從鉆桿外部排
出,通常適用于<20 mm 以下的小孔加工,如槍鉆孔、深孔扁鉆、麻花鉆等加工方式,最小加工孔直徑可達1 mm.
(2)鏜孔、鉸孔加工。
由于鉆孔刀具不能使工件內孔的粗糙度提高至 Ra3.6 um 甚至更低,需要對鉆孔進行鏜孔、鉸孔處理。鏜孔分為粗、精兩次鏜削加工,可提高加工精度,也保證了鉸孔前的孔的尺寸和粗糙度要求。拆下鏜孔用的鏜刀頭,換上鉸刀,對于深孔加工起到光整作用,表面粗糙度值可以達到 Ra≤ 0.8 um 甚至更低,以便工件內表面獲得更高的精度要求。
(3)珩磨加工。
在鉆、鏜、鉸加工之后,如果還達不到規定的精度或粗糙度要求,就需要采用深孔精加工技術進行二次或者多次加工。二次加工由于受工件長度、孔徑尺寸、工件剛度和刀桿剛度等因素的影響,加工難度較高。
珩磨加工由于采用浮動磨削,因而加工精度受機床本身精度的影響較小,越來越多的應用在深孔加工領域中,圖 1 為珩磨加工原理圖。
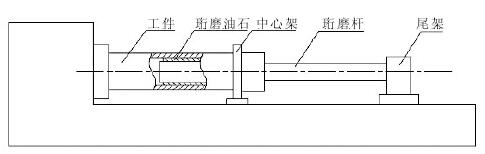
圖 1 珩磨加工原理圖
珩磨的加工原理:將工件安裝在工作臺上的夾具中,通過機床主軸帶動珩磨頭旋轉并作軸向往復運動,珩磨頭上的油石以一定的壓力壓在被加工表面上,從而切去工件上極薄的一層金屬,以獲得高精度表面。
其主要特點如下:
一是,加工精度高:當加工小直徑孔時,孔的不圓度、錐度可達 0.5 ~ l um,直線度可達 1 um;加工中等直徑孔(φ50 ~ φ20 mm)時,不圓度一般在 5 um 以下。
二是,加工表面質量好:珩磨加工的表面粗糙度可達 Ra1.2 um,采用強力珩磨時,表面粗糙度可達Ra0.2 um。
經過珩磨加工的零件,其表面形成一種有規則均勻而細密的交叉網紋,有利于潤滑油的貯存和油膜的保持,并具有較高的表面支撐率,因而能承受較大的載荷,耐磨損。
此外,珩磨切削速度低,冷卻液便于進人切削區,帶走珩磨產生的大部熱量,故被加工表面不會產生燒傷、變質層、裂紋等缺陷,適用于加工有相對運動的精密工件。
三是,加工范圍廣:珩磨幾乎適用除鉛以外所有材料的加工。它可用于各類孔的加工,如通孔、盲孔、階梯孔、帶溝槽孔等。此外,還能加工外圓柱面、平面、曲面及齒輪表面等。
珩磨可以加工孔的內徑范圍為 1 ~ 2 000 mm,長度 1 ~ 24 000 mm.
圖 2 為某工程用管的加工圖示意,由于內孔為φ25 mm 較小,且內部要求的粗糙度較高。常規的加工方法是:在深孔鉆床上先鉆、再通過拉鉸的形式加工內表面,由于內孔上有 15°錐面臺階,所以必須加工完一端后再加工另一端,由于內孔存在臺階,再采用鉆刀加工該錐面。但是,缺點是加工采用鉆、鉸形式,內表面的粗糙度值 Ra0.8 難以保證,且加工周期較長。由于珩磨能夠直接加工階梯孔,并且實現去除余量、提高內孔表面粗糙度的作用,故先采用成形刀具的鉆孔一次加工成形,再珩磨不同直徑的內孔、階梯孔,可提高加工效率,并獲取更高精度的產品。
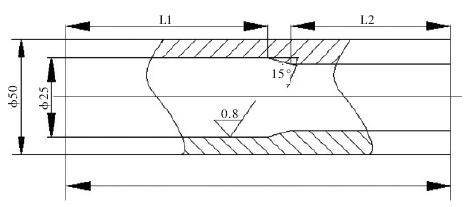
圖 2 為某工程用管的加工圖示意
四是,珩磨余量大:采用強力珩磨時,珩磨的工作壓力一般為 2 ~ 6 MPa [2]. 加工余量一般為 0.3 ~ 0.8mm,最大可達 1.1 mm[3].
2 、珩磨在深孔加工中的應用分析
深孔珩磨一般分為粗珩磨、精珩磨,同其它機械加工一樣。每道工序都有最佳切削參數,正確選用珩磨參數,對珩磨的質量、效率、磨具及設備的使用壽命都有較大影響。
2.1 珩磨油石的選擇
在深孔珩磨加工過程中,油石容易發生崩裂、破碎和脫落等現象,而產品工藝又要求油石不能硬度太高以免粘屑劃傷工件表面,又不允許硬度太低而導致耐用度降低。珩磨油石的選擇與機床性能、工件材質和硬度、加工余量等因素有關。具體選擇時應考慮以下因素:
(1)珩磨油石的磨料主要有白剛玉、綠色碳化硅兩個系列。粗珩時宜選用陶瓷結合劑的滲硫白剛玉,油石具有氣孔率大,磨削效率高;滲硫處理能使油石在磨削過程中起到良好的潤滑作用。精珩時宜選用綠色碳化硅油石,主要起拋光作用。
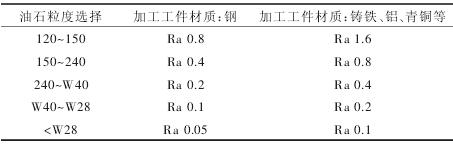
(2)油石粒度的選擇與切削效率、加工表面粗糙度有關。油石的粒度越粗,珩磨后工件表面的劃痕就越深越寬,表面粗糙度就越大,珩磨就越效率高。因此珩磨油石的粒度在滿足表面粗糙度的前提下,盡量選擇粗粒度的油石。深孔強力珩磨粗珩宜選 100~150 粒度的油石,精珩宜選 W40~W20 粒度的油石。不同的材料表面粗糙度與油石粒度的關系如表 1 所列。
表 1 不同的材料表面粗糙度與油石粒度選擇表
(3)油石的硬度是指油石表面的磨粒在外力作用下脫落的難易程度。磨粒容易脫落的硬度低,不易脫落的硬度高,一般根據機床類型、被加工材料的性能和孔徑變化來選擇油石硬度。強力珩磨油石硬度比普通油石硬度要高,粗珩時選 K~M,精珩時選 D~J.表 2 為常見的油石硬度選用范圍表。
表 2 常見的油石硬度選用范圍表

2.2 切削液的選擇
珩磨時要求切削液必須及時將切屑及脫落的磨粒沖走,同時油石和工件之間需要進行潤滑。潤滑性能低、化學性能差的切削液很易使切屑嵌人油石的基體中,進而會產生珩磨表面的劃傷、出現裂紋,同時也縮短了珩磨油石使用時間。目前常見的切削液主要有:水基冷卻液、珩磨油。不同的珩磨產品應需要不同的潤滑方式。含硫的珩磨油可以消除上述的粘屑現象,不含硫的珩磨油通常在禁止使用添加劑的應用場所如航天航空等。
在珩磨時切削液應充足,并且還要經過過濾。過濾方式主要有:磁過濾、離心過濾兩種方式,加工沒有磁性的材料,如鈦、鋯合金,則需采用離心過濾的方式。對精度要求高的還應增加紙過濾。
2.3 珩磨工藝參數的選擇
在珩磨壓力相同的條件下,提高珩磨頭的旋轉速度會提高工件表面的粗糙度,并提高效率。對于較硬的材料,降低切削速度,對于較軟的材料則可適當提高轉速。珩磨大直徑的工件,主軸速度應降低。珩磨較小直徑的則應增加轉速。使用同一牌號油石時,也可利用主軸速度的變換實現粗珩、精珩。實現方法為:先用低速進行粗珩,然后提高主軸轉速,珩磨頭往返運動速度增加時,加工工件為鋼件的表面粗糙度將降低,但是加工工件為鑄鐵件時,珩磨頭的往返運動速度增加反而有利于粗糙度的提高。
珩磨壓力與油石的損耗也有很大的關系,壓力大時,油石損耗快,反之,亦然。所以,在選擇珩磨壓力時,應實驗性選擇,以防止劃傷工件表面為宜。
3 、結束語
(1)珩磨工藝由于采用軟磨削,加工工件精度受機床本身精度的影響較小,越來越多的應用在深孔加工領域中。
(2)珩磨油石、珩磨油、珩磨工藝的選擇對珩磨工件的表面質量、加工效率有很大的影響,合理選擇工藝對加工精度有著至關重要的影響。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

