


淺談槍鉆在普通鏜床深孔加工中的運用
2018-7-30 來源: 湖北三峽職業技術學院 作者:許穎
摘要 :通過試驗進行分析研究,將槍鉆技術運用到普通鏜床對單件小批量產品中的深孔進行加工,采用適當的加工工藝,在保證深孔加工精度的同時,提高了生產率,節約了生產成本。
關鍵詞 :槍鉆 ;鏜床 ;深孔加工
0 引言
目前,帶有小直徑深孔的產品數量越來越多,而深孔加工是機械加工中的一道難題,尤其是細長孔的加工。由于刀具細長,不僅加工精度低,表面粗糙度差,而且散熱困難,排屑不易,因此導致操作勞動強度大,質量難以保證。
因為在生產過程中經常會有單件小批量的產品,會有一些精度要求較高的細長孔,所以對細長孔加工工藝的制定和實施是保證產品加工質量的關鍵,特別是針對此次需要加工的小批量產品中存在的直徑為 8mm,而深度達到 290mm 的細長孔。
1 、加工刀具的選擇
1.1 麻花鉆的運用
麻花鉆是孔加工刀具中應用最廣的刀具,可以被夾持在手動、電動的手持式鉆孔工具或鉆床、銑床、車床乃至加工中心上使用。傳統上小直徑深孔加工主要采用接長麻花鉆。
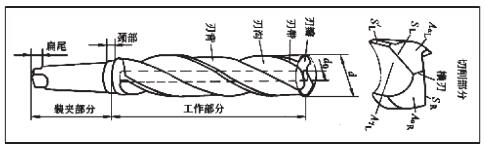
圖 1 麻花鉆結構示意圖
如圖所示,麻花鉆由工作部分、頸部及柄部三部分組成,結構簡單,刃麿方便,但切削難以排出,熱量又不能及時散發等諸多加工過程中呈現的問題也使麻花鉆的使用存在了一定的局限性,尤其在深孔加工中,這些問題更為突出。另外,使用麻花鉆加工的孔形位誤差較大、孔的精度低、加工后的表面粗糙度差也是難以解決的問題.
1.2 槍鉆的運用
槍鉆是一種有效的深孔加工刀具,其加工范圍很廣,可以涉及從玻璃纖維等塑料到高強度合金的深孔加工。在公差和表面粗糙度要求較嚴的深孔加工中,槍鉆可保證孔的尺寸精度、位置精度和直線度。
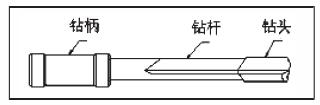
圖 2 槍鉆結構示意圖
如圖所示,鉆頭是整個槍鉆的關鍵部分,其獨特的結構可以保證在完成切削工作的同時還起到自導向的作用,可以通過一次貫穿得到一個高精度的深孔。為了更好地對比槍鉆與麻花鉆在孔加工過程中的參數,我們選擇的試樣為 45# 鋼,直徑為 φ11 深300 的孔,對比結果如表 1 所示。
表 1 麻花鉆與槍鉆加工孔的主要參數對照表(試樣:45#鋼 φ11×300孔)
由以上試驗可以看出在孔加工過程中,槍鉆比麻花鉆有明顯的優勢,特別在深孔加工中這個優勢會更加突出。槍鉆加工屬于半精加工,孔各個方面的精度都會有比較大的提升,一般不會產生毛刺。最大的優勢在于中途不用退刀,一次性加工完成,所以效率高。槍鉆能夠加工的深度比麻花鉆深很多,但也因為排屑的問題,需要機床有很高的內冷壓力。
2、 加工設備的選擇
利用簡單的工藝裝備,對中小型工廠企業 、個體加工者有著較高的實用價值,因此對許多細長孔的加工,經濟實用的普通車床是首選。而對于此次加工的產品,由于整體尺寸偏大,孔精度要求高,車床的加工受到了限制,于是結合實際情況進行綜合考慮,我們選擇了普通鏜床做為加工的設備。
臥式鏜床是鏜床中應用最廣泛的一種,它主要是孔加工,鏜孔精度可達 IT7,表面粗糙度可以達到 Ra1.6 ~ 0.8μm。鏜軸水平布置并做軸向進給,主軸箱沿前立柱導軌垂直移動,工作臺做縱向或橫向移動,進行鏜削加工。
3 、加工工藝方案分析
槍鉆在使用過程中由于主軸上鉆頭通過引導孔或導套進入工件表面,進入后,鉆刃的結構起到自導作用,保證切削精度。這時的冷卻液通過鉆頭中間的通道到達切削部位,并將切削從排屑槽帶出工件表面,同時對鉆刃進行冷卻和對背部的支撐凸臺進行潤滑,從而獲得良好的加工表面和加工質量。高壓冷卻霧化裝置在加工過程中起到潤滑、冷卻、排屑的作用。
槍鉆加工時最好使用專用機床,但會大幅度增加加工成本,對于單件小批量產品的生產或中小企業來說并不實用,因此結合實際生產情況,將槍鉆技術運用在普通鏜床上進行深孔加工,只需對機床進行簡單的改進,增加高壓切削液泵,并制訂出適當的工藝方案,先加工導向孔,然后再用長刀,高壓內冷,便可以很好的達到該產品的加工要求。
我們先后選擇了兩組試切對象,材料均為 Q235,鋼板類零件,并針對試切對象的材質,選擇了兩組不同長度的 R1 型槍鉆,分析現場操作所出現的一些問題,在加工工藝制訂的過程中一定要注意以下事項。
(1)啟動機床主軸前,鉆頭必須在導向孔內,并且在鉆孔前必須先通冷卻液。
(2)深孔應采用不同長度的鉆頭(由短到長)分級鉆,不能一次鉆到位。
(3)在加工過程,應時刻注意鐵屑是否排出,并觀察鐵屑的狀態來判斷鉆刃是否磨損。
(4)操作時嚴格遵守如下規則 :手動將鉆頭引入導孔——打開霧化噴嘴——啟動主軸旋轉——開始進給、停止進給——停止旋轉——停止噴嘴——退出鉆頭。
4 、總結
槍鉆技術在普通鏜床上的運用,不僅解決了單件小批量產品的深孔加工問題,又不會對原機床的加工性能造成破壞,提高了生產效率,節約了生產成本,取得了很好的效果。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

