


鏜床上錐孔加工的工藝分析及夾具設計
2019-4-11 來源: 山西東華機械電子有限公司 作者:白少丹 , 韓立韞
摘 要:通過加工工藝改進,設計工裝夾具,在普通 T68 臥式鏜床上對錐孔進行加工,加工后達到了圖樣尺寸精度及粗糙度要求。
關鍵詞:鏜床;錐孔;加工;分析
我廠加工的一種泵體,材質為 ZG310 ~ 570,基本外形見圖 1 所示,毛坯重約 312kg,成品重 220kg,其圖示方向有 6 組錐孔見圖 1。
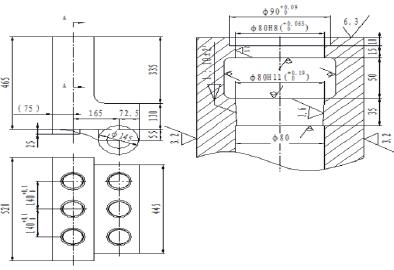
圖 1 A-A 放大 4:1
1 、錐孔加工工藝分析及鉸刀結構設計
1.1 工藝分析:每個工件上有六個錐孔
加工前端 φ90.、φ80H8( )mm 孔時,將錐孔按小端直徑鏜成直孔留 1mm 余量,再用圓錐成型鉸刀半精加工留 0.06 ~ 0.10mm 余量,成型鉸刀設計如圖 2:
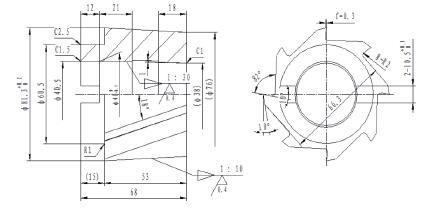
圖 2 鉸刀
1.2 鉸刀結構設計
(1)莫氏鉸刀的柄部為圓柱體,尾端為方榫,作成內部有孔的
套式鉸刀配錐柄。
(2)為減少切削時的傳動消耗,提高表面加工質量,鉸刀刀齒
呈螺旋形。
(3)參照圓柱型套式鉸刀內孔配合方法,采用 1:30 錐度,大端直徑 φ40mm,鉸刀大端開寬 10mm 槽,切削刃處前角 γ0=8°~ 10°,圓錐刃帶寬 0.3 ~ 0.5mm,容屑槽深度 7mm 左右。
經過試驗,鉸刀操作方便,切削輕快,排屑順利,切削力不大,大大縮短了切削時間,提高了生產效率,錐孔尺寸控制好。
2 、滾壓滾具結構設計
由于鑄件毛坯自身內部組織不太致密,鉸孔后粗糙度值仍達不到技術要求,為了滿足生產要求,采用鉸孔后滾壓加工,錐孔滾具如圖 3:

圖 3 滾壓滾具
(1)錐柄 : 在 T68 鏜床上使用,一端為莫氏 5# 錐與鏜床主軸配合,端部中心作 M8 螺釘固定擋蓋,另一端為裝滾柱座的定心軸徑;兩部分連接處對稱開鍵槽,槽底作 M6 螺紋孔,固定鍵壓緊滾柱座。
(2)滾柱 : 根據滾制工件錐孔長為 35mm, 滾柱長度選 45mm, 柱徑選 10mm, 采用 T8 鋼淬火硬度為 HRC50-55。
(3)滾柱座:用于支撐滾柱,內孔與定心軸配合,外部為 1:10與圓柱形滾柱配合成滾壓錐,錐大端側為臺階,限制隔套軸向位置,圓柱臺階上開有槽,與滾具柄上槽相對應放入鍵,傳遞滾壓扭矩,材質為 T8,淬火硬度為 HRC55-60。
(4)滾柱隔套:內錐與滾柱座配合有 0.1 ~ 0.15 間隙,外錐直徑小于工件錐徑 1mm, 使滾柱露出套外 0.5mm 左右,套上均布三條滾柱槽,呈倒錐形,3 槽 120°均布,材質為 ZQAL9 - 4,鑄造錫青銅,強度高,耐磨性好。
此夾具結構簡單、制造容易、節省材料、更換方便,達到了圖樣尺寸精度及粗糙度要求。
3、 結語
在普通臥式鏜床上加工錐孔,通過對工藝進行改進,工裝夾具的優化設計,滿足了圖樣尺寸精度及粗糙度要求,節約了資金,降低了生產成本。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

