


某型數(shù)控鏜銑床主軸部件的優(yōu)化改進(jìn)
2020-10-15 來源: 沈機集團(tuán)昆明機床股份有限公司 作者:王勇 王全寶 田劉平 劉嘯,萬實
摘要:針對某型數(shù)控鏜銑床主軸部件在松刀時出現(xiàn)的主軸軸向竄動問題進(jìn)行分析,找到原因。 然后通過不同方案對比,優(yōu)選出主軸松刀卸荷機構(gòu)的方案,并對關(guān)鍵點進(jìn)行了計算。 實踐證明,這種主軸松刀卸荷機構(gòu)解決了主軸軸向竄動問題,提高了機床的切削精度。
關(guān)鍵詞:旋轉(zhuǎn)精度;軸承壽命;卸荷機構(gòu);主軸軸向竄動
主軸部件是機床的重要部件之一,是機床的執(zhí)行件。它的功能是支承并帶動工件或刀具旋轉(zhuǎn)進(jìn)行切削, 主要承受切削力和驅(qū)動力等載荷。 主軸部件的工作性能直接影響著整臺機床的性能和加工質(zhì)量。 數(shù)控鏜銑床主軸部件主要由主軸、主軸軸承、拉刀機構(gòu)、松刀機構(gòu)及傳動件等組成[1]。
某型數(shù)控鏜銑床主軸拉刀力 15 kN,松刀力 25 kN。 對多臺該型號機床在主軸端面用百分表測量發(fā)現(xiàn), 松刀時主軸軸向竄動了 0.05~0.08 mm, 這說明松刀時主軸部件在松刀力的作用下發(fā)生了變形。通過對該型號機床傳統(tǒng)主軸部件結(jié)構(gòu)分析發(fā)現(xiàn),機床主軸松刀油缸施加的松刀力通過拉刀桿壓縮碟形彈簧, 碟形彈簧力作用在主軸上,再通過主軸傳到主軸軸承上,使主軸軸承承受了所有的松刀力。這么大的松刀力頻繁作用在主軸軸承上,將會嚴(yán)重影響主軸的旋轉(zhuǎn)精度,縮短主軸軸承壽命,甚至直接造成主軸軸承的損壞。
為了解決上述問題, 筆者對該機床主軸部件進(jìn)行了優(yōu)化設(shè)計。 在該型號機床傳統(tǒng)主軸部件的基礎(chǔ)上增加了主軸松刀卸荷機構(gòu), 將原本由主軸軸承承受的松刀力轉(zhuǎn)移到了其它能夠承受較大力的零件上,改善了主軸軸承的受力狀況,解決了松刀時主軸軸向竄動量大的問題,延長了主軸軸承壽命,提高了主軸旋轉(zhuǎn)精度的保持性,使機床性能更加穩(wěn)定、可靠。
1 、改進(jìn)前主軸部件的結(jié)構(gòu)分析
圖 1 所示為某型數(shù)控鏜銑床改進(jìn)前的主軸部件結(jié)構(gòu) 圖。軸承套 14 安裝于機床滑枕上, 油缸座 7 固定安裝于軸承套14 上,松刀油缸安裝于油缸座 7 上。 該主軸部件的松刀過程為:液壓油從松刀進(jìn)油口進(jìn)入到油腔 A 中,推動活塞 1 向 左移動,直至活塞 1 與 C 面接觸,隨著油腔 A 中油壓逐步升高,活塞 1 通過壓圈 3 和壓塊 2 向左推拉刀桿 5, 拉刀桿 5 通過螺母 4 壓縮碟形彈簧 6 向左運動, 推動拉爪 11 到達(dá)松刀位置,松開刀具 13。 在整個松刀過程中,松刀油缸通過活塞 1 施加的松刀力克服碟形彈簧力, 壓縮碟形彈簧, 碟形彈簧力通過墊圈 9 傳遞到主軸 12 上,這個力再通過螺母 8 作用于主軸軸承 10 上。
新的刀具裝入主軸后, 液壓油從拉刀進(jìn)油口進(jìn)入到油腔 B中,活塞 1 在油壓和碟形彈簧力的作用下向右移動,同時拉刀桿機 械 設(shè) 計第 36 卷增刊 15 也在碟形彈簧力的作用下向右運動,拉動拉爪 11 退回到拉刀位置,拉緊刀具 13;此時油腔 B 中油壓繼續(xù)升高,活塞 1 在油壓的作用下,退回到松刀油缸右極限位置,與 C 面分離。 在拉刀過程中,拉刀桿 5,拉爪 11 和刀具 13 受拉刀力的拉伸作用,主軸12 受拉刀力的壓縮作用。
通過以上分析可以看出, 在主軸松刀時主軸軸承承受了所有的松刀力, 在使用機床進(jìn)行切削加工時, 需要頻繁的更換刀具,這將會嚴(yán)重影響主軸的旋轉(zhuǎn)精度,縮短主軸軸承壽命,甚至
直接造成主軸軸承的損壞,影響機床的性能。
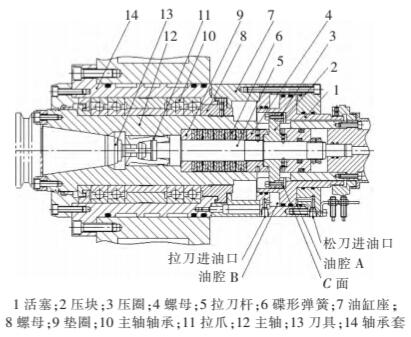
圖 1 改進(jìn)前主軸部件結(jié)構(gòu)圖
圖 1 2 、改進(jìn)方案的確定
通過對改進(jìn)前主軸部件結(jié)構(gòu)和內(nèi)部零件在松刀、 拉刀時的受力情況進(jìn)行分析,發(fā)現(xiàn)主軸在松刀時主軸軸向竄動 0.05~0.08mm 的主要原因是:松刀時,碟形彈簧力作用在主軸軸承上,主軸軸承受力變形引起了主軸軸向竄動。 為了改善主軸軸承的受力狀況,在原主軸部件的基礎(chǔ)上增加主軸松刀卸荷機構(gòu),將松刀力轉(zhuǎn)移到其它能夠承受較大力的零件上。方案一 :卸荷盤設(shè)計為齒狀的松刀卸荷機 構(gòu)[2], 如圖 2所示。
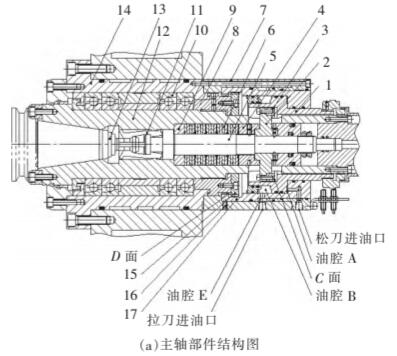
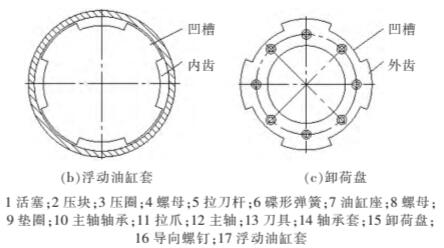
圖 2 齒狀卸荷盤卸荷機構(gòu)主軸部件結(jié)構(gòu)圖
松刀時先進(jìn)行主軸定向,使卸荷盤 15 上的外齒與浮動油缸套 17 上的內(nèi)齒對正,然后液壓油注入油腔 A 中,推動活塞 1 向左移動至與 C 面接觸,在油壓的作用下,浮動油缸套 17 向右移動至 D 面與卸荷盤 15 接觸,此時油腔 A 中油壓繼續(xù)升高,達(dá)到松刀壓力,活塞 1 向左推拉刀桿 5 松開刀具 13,浮動油缸套 17通過卸荷盤 15 向右拉主軸 12,這樣主軸軸承 10 就不用再承受松刀力。拉刀時液壓油注入油腔 B 和油腔 E 中,活塞 1 在油腔 B中油壓和碟形彈簧力的作用下向右移動至圖 2a 中的位置,拉刀桿 5 回退拉緊刀具 13; 浮動油缸套 17 在油腔 E 中油壓的作用下向左移動至 2a 中的位置,使 D 面與卸荷盤脫開。
方案二:卸荷盤設(shè)計為圓盤狀的松刀卸荷機構(gòu),如圖 3 所示。

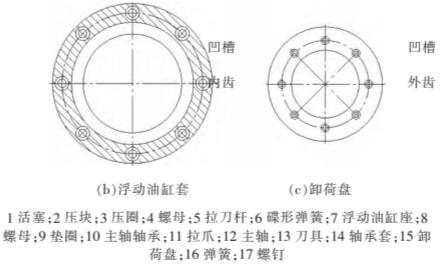
圖 3 圓盤狀卸荷盤卸荷機構(gòu)主軸部件結(jié)構(gòu)圖
松刀時液壓油注入油腔 A 中, 推動活塞 1 向左移動至與 C面接觸,松刀油缸向右拉浮動油缸座 7,使 D 面與卸荷盤 15 接觸,此時油壓繼續(xù)升高,達(dá)到松刀壓力,活塞 1 向左推拉刀桿 5松開刀具 13,浮動油缸座 7 通過卸荷盤 15 向右拉主軸 12,使主軸軸承 10 不再承受松刀力。 拉刀時液壓油注入油腔 B 中,活塞1在油壓和碟形彈簧力的作用下向右移動至圖 3a 中的位置,拉刀桿 5 回退拉緊刀具 13;浮動油缸座 7 在彈簧 16 的彈簧力作用下向左移動,最終壓緊固定在軸承套 14 上,使 D 面與卸荷盤脫開。通過對比,方案二結(jié)構(gòu)簡單,零件容易加工、裝配方便,不需要設(shè)置主軸定向檢測裝置,成本較低,因此選擇方案二為最終方案。
3 、改進(jìn)后主軸部件的結(jié)構(gòu)分析
圖 3 所示為改進(jìn)后的主軸部件結(jié)構(gòu)圖。 軸承套 14 安裝于機床滑枕上,浮動油缸座 7 通過螺釘 17 壓縮彈簧 16,由彈簧力壓緊安裝于軸承套 14 上,松刀油缸安裝于浮動油缸座 7 上,對原主軸部件上螺母 8 進(jìn)行改進(jìn),在其右端面上安裝卸荷盤 15。 改進(jìn)后主軸部件的松刀過程為: 液壓油從松刀進(jìn)油口進(jìn)入到油腔A 中,推動活塞 1 向左移動,直至活塞 1 與 C 面接觸;隨著油腔A 中壓逐步升高, 由于壓縮彈簧 16 所需的力遠(yuǎn)小于壓縮碟形彈簧 6所需的力,因此松刀油缸在油壓的作用下拉動浮動油缸座 7 克服彈簧 16 的彈簧力向右移動,直至浮動油缸座 7 上的 D 面與卸荷盤 15 的左端面接觸,浮動油缸座 7 停止移動;此時油腔 A 中的油壓繼續(xù)升高,達(dá)到松刀壓力,活塞 1 通過壓圈 3 和壓塊 2 向左推拉刀桿 5,拉刀桿 5 通過螺母 4 壓縮碟形彈簧 6 向左運動,推動拉爪 11 到達(dá)松刀位置,松開刀具 13。 在整個松刀過程中,力的傳遞過程是:碟形彈簧 6 右端通過螺母 4 向右推拉刀桿 5 的力通過壓塊 2 和壓圈 3 作用在活塞 1 上,再通過油腔 A 中的壓力油和松刀油缸傳遞到浮動油缸座 7 上,由于浮動油缸座 7 上的 D 面與卸荷盤 15 的左端面是接觸的,所以力就傳到了卸荷盤 15 上,最終通過螺母 8 向右拉主軸 12, 而碟形彈簧 6 左端向左的碟形彈簧力通過墊圈 9 向左推主軸 12。 這樣,整個松刀力最終形成了拉伸主軸的拉力,保證了主軸軸承 10 不受松刀力的影響。
新的刀具裝入主軸后,液壓油從拉刀進(jìn)油口進(jìn)入到油腔 B 中,活塞 1 在油壓和碟形彈簧力的作用下向右移動,同時拉刀桿5 也在碟形彈簧力的作用下向右運動, 拉動拉爪 11 退回到拉刀位置,拉
緊刀具 13;此時油腔 B 中油壓繼續(xù)升高,活塞 1 在油壓的作用下,退回到松刀油缸右極限位置,同時浮動油缸座 7 在彈簧 16 的彈簧力作用下向左運動,直至與軸承套 14 結(jié)合,最終活塞 1 與 C 面分離,卸荷盤 15 與 D 面分離。 在這個過程中,拉刀桿 5,拉爪 11 和刀具 13 受拉刀力的拉伸作用,主軸 12 受拉刀力的壓縮作用。
4 、卸荷盤的設(shè)計及螺釘規(guī)格的選用
主軸部件改進(jìn)后,主軸松刀時卸荷盤承受了所有的松刀力,因此卸荷盤和其上的固定螺釘必須要有足夠的強度, 以免松刀時發(fā)生損壞。
4.1 確定卸荷盤的厚度尺寸
圖 3a 所示,浮動油缸座 7 的內(nèi)孔直徑為 準(zhǔn)d,主軸松刀時卸荷盤 15 在直徑為 準(zhǔn)d的圓周上受松刀力的剪切作用。 這就要求卸荷盤在松刀時承受的剪應(yīng)力 τ不得超過材料的許用剪應(yīng)力[τ][4],即:
4.2 確定螺釘?shù)囊?guī)格
在圓周上均勻布置 8 顆螺釘將卸荷盤 15 固定連接在螺母8 上,主軸松刀時螺釘受松刀力的拉伸作用。 由螺釘?shù)墓ぷ鲬?yīng)力σ不得超過材料的許用應(yīng)力[σ],可求得螺釘直徑 d 的規(guī)格:

5 、驗證
通過對多臺改進(jìn)主軸部件結(jié)構(gòu)后的機床進(jìn)行檢測和實際驗證,松刀時主軸軸向竄動量僅為 0.003 mm,與改進(jìn)前的機床相比,主軸的竄動量明顯減小,這說明主軸軸承的受力情況得到了巨大改善。 對多家用戶進(jìn)行回訪,用戶反饋:用帶有主軸松刀卸荷機構(gòu)的機床進(jìn)行加工,零件表面光潔度高,切削性能穩(wěn)定可靠。
6 、結(jié)語
實踐證明, 這種帶有松刀卸荷機構(gòu)的主軸部件使主軸軸承除了承受切削力的作用外,不再承受其余外力的影響,提高了主軸軸承的壽命及其精度保持性, 使機床的工作性能更加穩(wěn)定可靠。 故拋磚引玉,寫出來與廣大同行共享。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)