


隨著工業的快速發展,電火花高精密加工技術在特殊加工中日趨廣泛,其中微細孔的應用尤為突出。針對加工汽車噴油嘴的高精密微細錐孔,研制出了一種高精密旋轉錐孔機構,以滿足高標準的排放要求,從而實現噴油嘴的批量化電火花加工。
1. 結構方案的設計:
高精密旋轉加工錐孔的機構是數控電火花噴孔鉆加工機床的重要部件,為了滿足電火花數控噴孔鉆加工噴油嘴噴孔的錐度和圓度的精度要求,需要電極絲以某一工作原點為參考點傾斜一定角度α ,并沿一回轉中心子線作旋轉運動進行放電加工。當噴油嘴在工作原點上方時,可以加工出正錐噴孔,噴油嘴在工作原點下方時,可以加工出倒錐噴孔(見圖1)。因此,該高精密旋轉倒錐孔機構必須具有傾斜角度、工作原點可以調節和沿一回轉中心子線作旋轉運動的功能。根據數控電火花噴孔鉆加工機床機械的結構特點和加工錐孔的需求,設計出高精密旋轉錐孔機構(見圖2)。
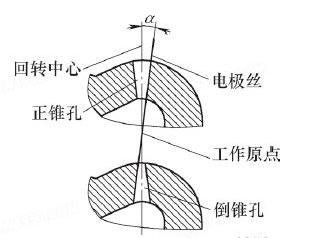
圖1:錐孔加工示意圖
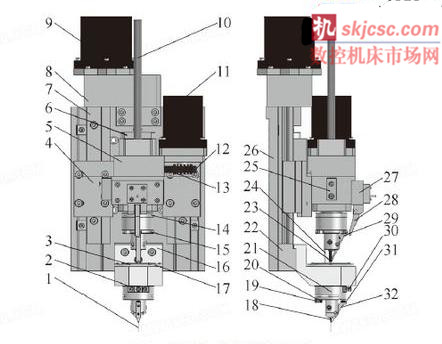
圖2:高精密旋轉錐孔機構
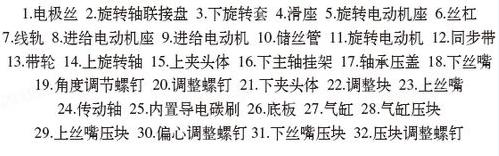
高精密旋轉錐孔機構,主要部分包括上夾頭體旋轉裝置、聯接裝置及下夾頭偏擺裝置,輔助部分是上夾頭體的進絲裝置。其特征是:旋轉電動機通過帶輪帶動同步帶運動,進而通過同步帶實現上旋轉軸的旋轉運動;固定在旋轉套上的傳動軸安裝在上夾頭體的滑孔內,下主軸掛架的內側裝有陶瓷角接觸軸承,軸承壓蓋安裝在下主軸掛架上將陶瓷角接觸軸承外圈預緊在下主軸掛架內部,陶瓷角接觸軸承內圈上安裝有旋轉套,旋轉軸聯接盤通過螺釘和旋轉套聯接在一起,下夾頭體固定在旋轉軸聯接盤上,通過調節下夾頭體上的角度調節螺釘,進而實現下夾頭體的傾斜;和下夾頭體聯接在一起的偏心調整螺釘,與旋轉聯接盤絲母孔相配合,通過調節偏心調整螺釘,使下夾頭體偏離中心一定的位置,下絲嘴夾持電極絲安裝在下夾頭體內,因此通過調節角度調節螺釘和偏心調整螺釘,綜合反映出工作原點的合理位置。工作原點的確定則需要用電子放大鏡在顯示器上投影來確定(見圖3)。將加工工件放置于工作原點上下的相對位置,進而就可加工出所需的錐孔。下絲嘴壓塊通過回轉銷固定在下夾頭體上,壓塊調整螺釘安裝在下絲嘴壓塊的上端,壓塊調整螺釘上端面有一彈簧壓在下夾頭體上的圓孔內,可以調節下絲嘴夾持電極絲的松緊程度。輔助進絲裝置包括:底板安裝在機床體上,滑座通過線軌聯接在底板上,進給電動機安裝在與底板固定的進給電動機座上;通過氣缸帶動氣缸壓塊,進而實現上絲嘴壓塊對上絲嘴的夾緊和松開;進給電動機通過絲杠帶動滑座沿線軌上下運動配合上絲嘴對電極絲的夾緊和松開,從而完成進絲動作。
圖3

圖4:樣件
2. 加工案例:
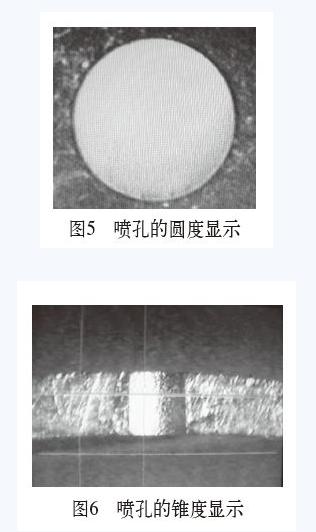
加工噴油嘴如圖4所示,該噴油嘴的材料為18CrNi8,壁厚1.2 mm;選用直徑為0.18 mm、長度為400 mm的電極絲進行加工;對加工出的噴孔進行了放大顯示,放大倍數為300倍,可見孔的圓度好,邊緣整齊(見圖5),噴孔為所要求的倒錐孔(見圖6)。
3. 結語:
該機構加工出的噴油嘴孔錐度和圓度符合要求,該機構結構緊湊、效率高,具有一定的應用價值,可實現噴油嘴的批量化電火花加工。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

