


【摘要】齒輪傳動會被廣泛應用于各種機械中,具有傳遞功率范圍大、傳動效率高、傳動比準確、使用壽命長、工作可靠等優點,也存在對制造和安裝精度要求較高以及成本較高等缺點。齒輪加工的基本要求是齒形準確和分齒均勻。齒輪的加工方法很多,最常用的是切削加工法,此外,還有鑄造法、熱軋法等。齒輪的切削加工法可以分為仿形法與范成法兩大類。單件齒輪在線切割上加工,通過實際加工只要控制好公法線長度的公差值,試用效果良好工作可靠,也能滿足高精度、傳動效率高等優點。
一、引言
齒輪加工的基本要求是齒形準確和分齒均勻。齒輪的加工方法很多,最常用的是切削加工法,此外,還有鑄造法、熱軋法等。齒輪的切削加工法可以分為仿形法與范成法兩大類。仿形法是用與齒輪齒槽形狀相同的圓盤銑刀或指狀銑刀在銑床上進行加工,如下圖所示。指狀銑刀主要用于加工大模數(m>8mm)的齒輪。這種加工方法精度低,而且是逐個齒切削,切削不連續,故生產率很低,僅適用單件或小批生產低精度的齒輪。范成法也叫展成法,它是利用齒輪的嚙合原理來切削輪齒齒廓的。這種方法加工齒輪精度較高,是目前輪齒加工的主要方法。范成法種類很多,有插齒、滾齒、剃齒、磨齒等,其中最常用的是插齒和滾齒,剃齒和磨齒則用于精度和光潔度要求較高的場合。本文章根據單件齒輪在線切割上加工,通過實際加工只要控制好公法線長度的公差值,試用效果良好工作可靠,也能滿足高精度、傳動效率高等優點。
二、在線切割上加工齒輪的背景
在針對汽車四輪移動式升降機現存的爬坡能力不足,行走速度偏快等缺陷進行了技術改造。
通過現場對該機實地測繪,決定在汽車后橋輸入端增加一級減速機構。因受空間位置的限制,要求該機構應具備:結構緊湊合理、傳件受力與后橋傳動件匹配、拆裝維修方便。針對上述要求,做了以下設計:
根據齒輪嚙合理論,在中心距不變的情況下,齒輪采用高度變位,小齒輪變位系數為x1=0.25 大齒輪x2=-0.25(齒輪參數表1)因空間限制,減速箱厚度控制在95毫米以內,即在滿足深度的前提下,減速箱結構緊湊。
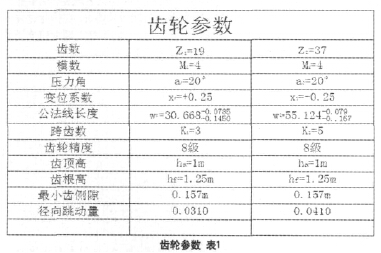
三、齒輪公法線長度的準確公差值在線切割機上實現原理
目前齒輪齒形的加工一般在滾齒機、插齒機上進行。其公法線長度范圍控制比較容易。如果在線切割機床上加工漸開線齒輪,首先要解決控制齒輪公法線長度的公差范圍,需要根據公差值確定鉬絲的補償量。現以小齒輪的加工為例,介紹齒形的加工過程:為了保證公法線長度30.669mm,鉬絲的讓刀控制在齒圈一側;公法線長度的公差控制在-0.079~-0.145mm之間,取公差范圍的中間值-0.112mm。即鉬絲在齒輪輪廓線上讓刀量為0.055mm;在計算機上設定公法線長度為30.669mm-0.112mm=30.557mm。加工后放大、小齒輪輕單向和裝配后檢驗。齒輪雙徑向跳動,同軸度兩齒輪齒隙0.17mm均符合圖紙要求。
因此單件或試驗性階段加工齒輪是可行的。齒輪在線切割機上加工也能準確的控制在公法線長度的公差值。
四、結束語
單件齒輪在線切割上加工,控制好公法線長度的公差值,滿足工作可靠,也能滿足高精度、傳動效率高等優點。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

