


組合機床生產線加工及上下料控制系統的設計
2015-2-23 來源:常熟理工學院電氣與自動化學院 作者:劉燕,周航
摘 要:根據自動化生產線中工件加工的要求,設計了一種組合機床生產線自動加工及上下料控制系統。該系統以西門子S7-200PLC控制器為核心,結合步進電機、高分辨率伺服電機以及位置傳感器等元件的檢測定位,實現了工件的上料、裝卸、下料和加工等工序的自動連續生產。該系統經現場調試運行,能滿足生產線高效率、高質量的自動化加工需要。
0 、引言
自動化生產線是依照所設定的工藝過程,將生產和加工各過程組合起來,完成上料、裝卸、下料和加工等工序的自動測量、自動控制和連續生產。加工的產品或零件在生產線各工位的工藝操作和輔助工作以及工序間的輸送等均能自動進行,生產線具有較高的自動化程度。本文將探究自動化生產線加工及上下料控制系統的電氣部分設計。針對其中圓柱形工件的加工工藝以及控制要求設計硬件、軟件等電路,以滿足組合機床生產線高效率、高質量的自動化加工需要。
1 、組合機床加工生產線的結構
組合機床加工自動化生產線包含5個部分,分別為機械手橫軸、機械手豎軸、上料架、機床加工和回料倉。自動加工及上下料控制系統工作流程為:當自動給料架上放入工件后,給料架自動將工件輸送到機械手所處的抓取位置。機械手從給料架中取出工件移動到機床卡盤上,工件到位后,三相電機啟動對工件進行加工。加工完成后,機械手將工件抓起并放入到旋轉氣缸中,工件到位后,對其進行再加工,再加工完成的工件由機械手從旋轉氣缸取出,放入到回料倉中,至此一個工件的循環加工過程完成。在加工運行過程中如果按下停止按鈕,在完成將工件放回料倉的動作后機械手尋零復位,系統停止運行,報警燈亮。各部分的檢測與驅動部分如圖1所示。
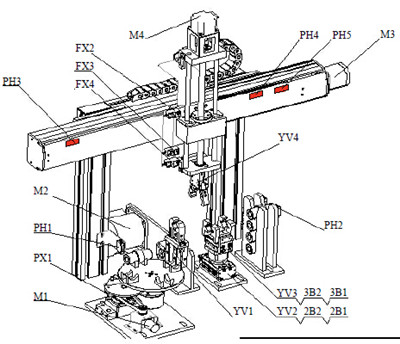
圖1 組合機床結構圖模型
1)機械手橫軸由伺服電機M3帶動,控制機械手在水平方向上的移動。位置傳感器PH3(左限位)和PH5(右限位)確定機械手水平方向上的移動范圍。位置傳感器PH4則用來確定水平方向上的參考零點位置。
2)機械手豎軸由步進電機M4帶動,控制機械手在垂直方向上的移動。位置傳感器PX4(上限位)和PX2(下限位)確定機械手垂直方向上的移動范圍。位置傳感器PX3則用來確定垂直方向上的參考零點位置。機械手爪的夾緊與松開由電磁閥YV4的得失電控制。機械手爪為CAAP MHY系列氣缸。
3)直流電機M1通過皮帶帶動上料架轉動。位置傳感器PX1檢測料倉位置,位置傳感器PH1檢測物料位置。
4) 加工機床由機床卡盤和旋轉氣缸組成,電磁閥YV1控制機床卡盤動作;電磁閥YV2、YV3K控制旋轉氣缸動作;三相異步電機M2完成機床加工動作。
5)位置傳感器PH2檢測物料回倉。
2 、組合機床生產線控制系統設計
自動化生產線的控制系統由檢測傳感元件、控制元件和執行元件等部分組成。檢測傳感元件多為位置傳感器,用來檢測運行過程中工件的具體位置,并將檢測到的信號傳送給系統控制器;系統控制器采用PLC控制,對接收到的信號進行轉換處理,并將處理完成的信號輸出至執行元件。執行元件接收到控制信號后完成加工控制的具體動作。本系統中用到的控制元件還包含步進驅動器、伺服驅動器、變頻器、繼電器和電磁閥。執行元件有步進電機、伺服電機、三相異步電機、氣缸和報警燈等。組合機床生產線總體控制方案如圖2所示。
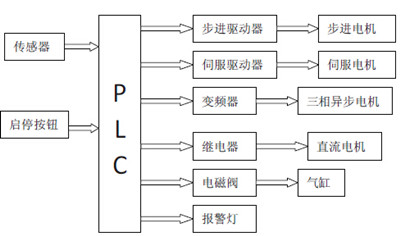
圖2 控制方案圖
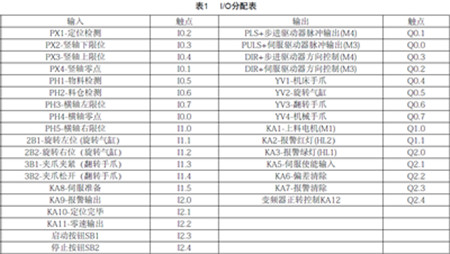
步進電機驅動器接收PLC控制器輸出的脈沖及方向信號驅動步進電機轉動,并帶動機械手水平移動。伺服電機驅動器接收PLC控制器輸出的脈沖及方向信號,驅動伺服電機轉動帶動機械手豎軸移動。變頻器根據PLC I/O口輸出的狀態,控制三相異步電機的啟動和 停止。PLC的I/O輸出控制繼電器的通斷,由繼電器控制直流電機的啟停,進而帶動上料架轉動。電磁閥的由PLC I/O口控制,以控制氣缸的動作(夾緊與松開)。位置傳感器用于檢測機械手在橫軸或豎軸的移動位置以及工件在控制過程中所處的位置,檢測到信號后,轉換為開關量輸入PLC。根據控制所需I/O點數,PLC選用S7-200系列224XP,外加一個EM 223擴展模塊。PLC的I/O分配如表1所示。
2.1 伺服驅動系統的控制
自動化生產線橫軸移動及位置檢測精度要求比較高,用伺服電機實現傳動定位控制。圖3為伺服驅動器接線圖。選用合信伺服驅動器E10匹配伺服電機CTSD M16-B2012-M100。伺服驅動器E10的DI數字輸入信號有伺服使能、解除報警、順/逆時針行程限位、齒輪比切換、脈沖輸入禁止、零速鎖定、位置偏差清除等;DO輸出有伺服準備好、報警輸出、定位完成、零速檢測輸出等。在位置控制模式時調整電子齒輪比可以設置單位指令脈沖對應的電機速度以及位移量。假設編碼器分辨率為10000,則每轉所需脈沖數計算公為:
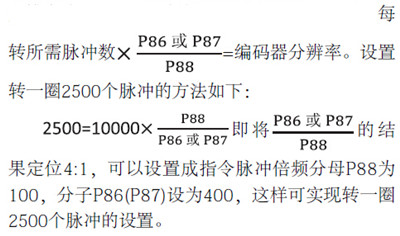
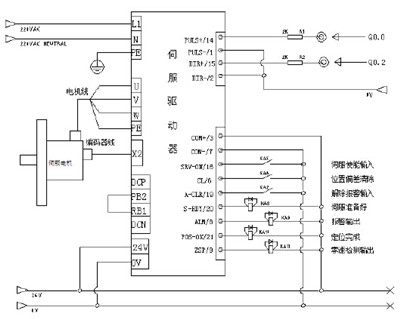
圖3 伺服控制系統接線圖
由圖3可知,通過編碼器線將伺服驅動器與伺服電機進行連接。伺服電機接收來自驅動器的電壓信號并轉化為相應的轉矩量和轉速值驅動控制對象。旋轉編碼器檢測出伺服電機的轉數,并將角位移轉換成脈沖值,通過內置的高數計數器統計編碼器發出的脈沖數,從而判斷機械手在橫軸水平運動過程中所處的位置。通過改變控制脈沖數的大小,就可控制伺服電機轉動的角位移,從而控制機械手在橫軸方向上的水平移動距離,實現機械手在橫軸上的精確定位。
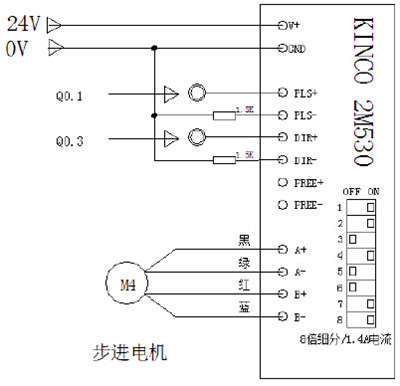
圖4 步進控制系統接線圖
2.2 步進驅動系統的控制
自動化生產線的豎軸移動及位置檢測采用步進電機控制,接線如圖4所示。采用2M530步進驅動器,并選擇與之配套的兩相步進電機Kinco,其步距角為1.8度,額定電壓為24V,相電流3A。步進電機的A+、A-、B+、B-四個驅動信號分別通過信號線由步進電機驅動器控制。控制步進驅動器的脈沖數和脈沖頻率來控制步進電機的角位移量和轉動速度,實現機械手在垂直方向上的準確定位和調速。2M530步進驅動器采用雙極型恒流驅動方式,當驅動電流小于3.5A時,它可以驅動任何兩相雙極型步進電機。通過調整DIP開關,改變對電機驅動輸出的相電流,實現與不同規格步進電機的配合使用。采用專用電機驅動控制芯片,具有最高可達256/200的細分功能,細分可以通過DIP開關設定,保證提供最好的運行平穩性能。如8細分的驅動方式下步進電機驅動器接收200×8=1600個脈沖信號步進電機轉動一圈。
3 、軟件程序設計
按照自動加工工藝要求設計其軟件程序,控制流程如圖5所示。
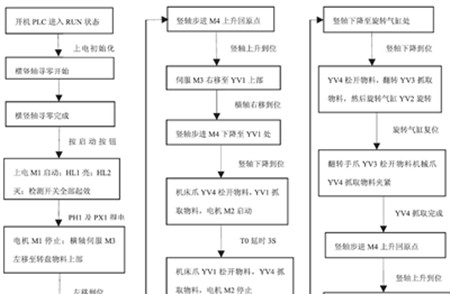
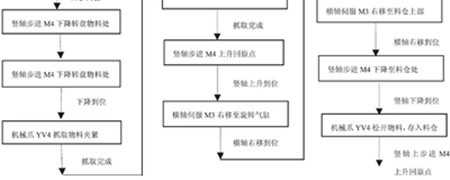
圖5 生產線軟件控制流程圖
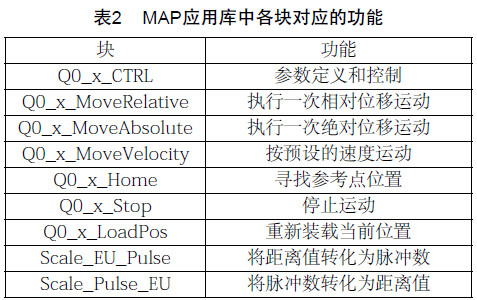
S7-200提供了脈寬調制(PWM)、脈沖串輸出(PTO)、EM253位控模塊三種方式的開環運動控制。本次設計中采用S7-200本體PTO提供的應用庫MAP SERV Q0.0和MAP SERV Q0.1分別用于Q0.0與Q0.1脈沖串輸出控制伺服電機和步進電機,實現組合機床橫軸與縱軸的定位控制。應用庫MAP如圖6所示,其中各個塊的功能如表2所示,這些程序塊全部基于S7-200內置的PTO輸出,通過相應的程序塊設置完成組合機床橫軸和縱軸的運動控制功能。選擇MAP應用庫來輸出脈沖具有以下優點:
1)只要知道距離值就可以利用MAP應用庫中的對應的功能塊直接轉換成脈沖數,避免了大量繁瑣的計算。
2)由于MAP庫中有參數定義、尋找參考點位置、停止運動、將距離值轉換為脈沖數等對應的功能塊,所以在程序的編寫時只需直接調用所需的塊,修改對應的參數即可。這樣為編程人員節省了大量的時間,并且當在調試的過程中遇到問題時,只需修改對應功能塊參數即可。
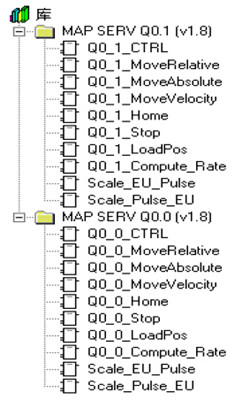
圖6 MAP SERV應用庫
4 、結束語
根據生產線組合機床加工的要求,結合工件加工工藝設計了一種針對生產線自動加工及上下料的控制系統。該系統基于PLC控制能實現工件的上料、裝卸、下料和加工等工序的自動連續生產,運行可靠。該系統投入到實際生產,大大降低了勞動強度,提高了工作效率,具有很好的實際應用價值。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

