


特種加工與機械制造工藝技術的變革
2017-2-17 來源:麗水學院 工程與設計學院 作者:高乾坤 吳龍飛
摘要:特種加工在機械制造工藝技術占有非常重要的地位。特種加工方法通過電、磁、化學、聲、光等能量或組合體現在工件中被加工的位置,以此體現出材料變形、消除、性能變化、鍍覆等加工的方式。
關鍵詞:特種加工 機械制造 工藝 技術
特種加工加大了可加工材料的范疇,轉變了產品的加工方式及設計理念。加工存在較大難度的新型材料,供需方面過于繁瑣的細微構件等,均能夠通過特種加工的形式加工。特種加工方式處理了眾多工藝中的問題,對機械制造工藝技術具有較大的影響。
1.特種加工技術的構成以及研究進程
1.1 特種加工技術的構成
近三四十年來,特種加工技術發展較快,內涵尤為豐富,如圖1 所示。
1.2 人工智能技術發展為特種加工工藝規律建模打下根基
特種加工的微觀物理過程尤為繁瑣,加工機理理論研究十分艱難,大多較難通過簡易的解析式給予表述。近年來,雖然學者通過各類理論對各種特種加工技術深入分析,并獲得了良好的理論成績,可離定量的實際運用尚有一定距離。當前,特種加工的工藝參數僅可通過經驗獲得,并不能完成最優化及自動化。隨著模糊數學、神經元網絡乃至專家系統等不同人工智能技術的進步,人們逐漸試著通過這些技術打造加工效果與加工因素相互間的定量化效率、精度、經濟性等實驗模型,并獲取了初步成果。所以,透過實驗建模,把典型加工實例及加工經驗當做知識進行保存,促使創建描繪特種加工工藝規律的可擴展性開放系統的環境愈發醇熟,并為不斷進行特種加工工藝過程的計算機模擬、應用人工智能選用零件的工藝流程乃至虛擬加工打下了根基。
1.3 智能控制會變成特種加工范疇重要的控制方式
大部分方式運用以柔克剛的非接觸式加工方式,加工存在化學過程,加工的微觀過程十分繁瑣。到目前為止,依舊無法通過一個準確的數學模型進行概括,且由于加工過程的進行,加工環境有時還會產生龐大的變化,令加工特性由于時間的變化而產生變化。所以,對控制輿論內典型模型不確定非線形時變系統而言,較難通過經典及現代的控制理論方式獲取滿意的結論。長期以來,人們通過不同自適應控制方式進行運作,可是面對加工環境大面積改變的狀況,依舊無法達到滿意的性能。
這些年來,人們將大多數精力移至模糊控制、神經控制等一些智能控制的分析中,且在電火花成型加工以及電火花線切割加工中獲取改變,并成功用在國外高檔機床中。它能夠自動選擇最佳參數,自動監測加工,實現自動化、
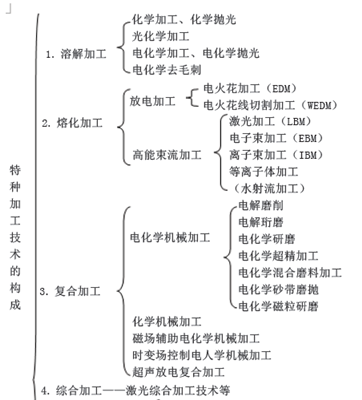
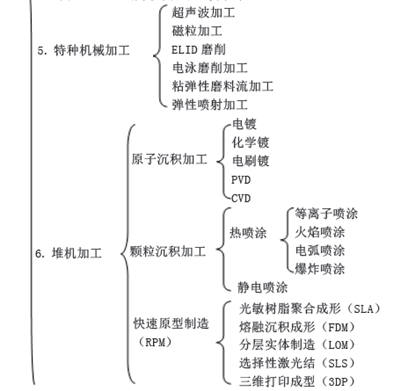
圖1 特種加工技術的構成
最優化控制。此外,還可以對模糊控制器引進自適應控制功能或與人工神經網絡技術相融合,令其具備自學習能力,以此提升加工效率,穩定加工過程,降低對操控者技術依賴等方面的問題。
1.4 全新特種加工技術會對制造業生產模式引發深遠影響
1.4.1 迅速成型技術
通過材料堆積成型的方法,轉變傳統去材法以及變形法機械加工的眾多阻礙,在無需工具及模具的前提下,快速打造出任何反鎖形狀,且又具備相應功能的三維實體模型或零件。
1.4.2 等離子體熔射成型工藝技術
等離子體熔射成型工藝技術是將等離子體射流作為熱源,在各類特殊工藝環境中令材料集結成型的零件制造方式。因為等離子體射流溫度較高,會溶解所有材料;噴射速度迅猛,會賦予熔粒以高的動能;工藝參數協調便利,可以獲取較高的沉積速度。此外,可以通過惰性保護氣體,確保制件中沒有雜質,特別適合應用于復合材料、陶瓷、高硬度高熔點合金等形狀繁瑣、薄壁件的快速制作中,運用前景較廣。目前,對這個技術的分析尚處在初級階段。
1.4.3 在線電解修整砂輪鏡面磨削技術
通過弱電解中陽極溶解現象,可對鑄鐵等金屬融合劑金剛石砂輪采取在線電解修整。通過修整的砂輪,不但表面平整,還形成了一定厚度的氧化膜層。砂輪處于高速旋轉時,此膜層摩擦或刮削被加工面,完成硬脆材料光滑表面的打磨及拋光,而電解修銳參數成為對加工品質具有影響的主要因素。目前,此技術在硬脆材料及金屬零件完成高效的精密及鏡面一體化技工中,具備較大的市場。
1.4.4 時變場控制、電化學機械復合加工技術
通過電化學機械加工,電化學溶解電場較易完成實時計算機控制的特征,完成加工過程內金屬零件表面各個方面有選擇去除,以便實現高幾何精度、低表面粗糙度的復合加工形式。其最大的特點是能夠完成金屬零件的尺寸、形狀精密加工以及光整加工一體化,明顯提升生產率。
1.4.5 三維型腔簡易電極數控電火花仿銑
作為長期備受電加工行業關注的技術,人們曾對三維型腔簡易電極數控電火花仿銑進行了大量的研究工作。可是,由于電極損耗和補償的繁瑣性,尤其對尖角方面損耗嚴重等問題,該技術長期以來一直未獲得良好的進步。直至東京大學生產技術研究所對微小型腔加工技術以及等損耗理論獲取佳績,才令這一技術的實際運用變為可能,并獲取初步的實驗論證。
1.4.6 電火花混粉大面積鏡面加工技術
電火花混粉大面積鏡面加工技術通過在電火花工作液內添加相應導電粉末,用于加大放電間隙,令放電點分散的方式得以完成。該技術可以加工出粗糙度低于Rmax0.8μm的表層。
通過大量實驗,我國已經獲得了混粉電火花鏡面加工的根本工藝規律。在大范圍加工狀況下,運用此技術表面粗糙度能夠實現Ra0.107μm 的水準。因此,不論理論方面還是工程應用方面,該技術均獲得了實質性的轉變,且所獲取的成果在國際中處在先進水平,在國內處于領先水平。
1.4.7 磁粒研磨技術
磁粒研磨技術運用磁場超距作用在高磁導率的散粒體磨料來完成繁瑣曲面研磨拋光,其優勢為無需嚴謹掌控磨頭和被拋光表面相互間的相對位置,較易完成拋光自動化,且拋光工具構造簡易,設施成本較低,適合于薄壁、內凹、細小的零件拋光。當前,在對磁粒研磨加工機理分析中,仔細分析磁場強度、磨料粒度、形狀等影響方面,且透過有限元法對旋轉磁場采取模擬計算,可以掌握旋轉磁場的動態過程。
2.特種加工的類別、運用方式及應用范疇
2.1 電火花穿孔加工
這一方式能夠加工所有導電材質。通過火花放電腐蝕金屬的道理,運用工具電極復制以及加工工件的一個工藝方法,能夠對型腔模及型腔零件進行加工。此外,還可加工沖模、擠壓模、粉末冶金模乃至型孔零件、小深孔零件。
2.2 激光加工
激光加工是經過透鏡聚焦能量密度中較高的激光焦點,令工件素材被融化或蒸發的一個加工形式。對激光參數給予有效運用,能夠執行焊接、激光表面處理、打孔、激光切割等,且還可以應用于封裝電子元器件方面。激光加工規格精度可以限制在0.01mm 至0.001mm 的范圍中,無需通過工具便能夠用于各類材質方面。激光表面處理是將功率較高的激光技術與粉末冶金技術相互融合,對工件的表面進行處理及加工,如此轉變工件的組織結構、特點乃至成分,以提升物理性質,并成為制作納米材質的主要形式[1]。
2.3 超聲波加工方式
此加工方式是利用加工工具的超聲頻振動,通過磨料懸浮液加工硬脆材質的一個形式。超聲波加工的尺度精度范圍處于0.05 至0.01 區間,能夠運用在各類硬脆材質當中,能夠加工所有孔型及型腔,還能夠進行開槽、切割、套料、雕刻。雖然超聲波加工的生產效率不高,可是由于其加工精度及表面粗糙度較好,所以時常用于拋磨和光整加工工件。
2.4 電子束加工方式
此加工方式是通過高速電子沖擊動能加工金屬,依照真空原理,采取電流加熱陰極的形式發射電子束,之后通過靜電加速電子束。由于受到電磁透鏡聚焦的作用,可以令電子束快速轟擊工件表層的微小面積。如此,電子束的能量大多都轉變成熱能,能量的密度也較高,被轟擊表層將會即刻熔化或氣化,將一些材料去除,以此順利完成加工。電子束加工可以用于所有材料中。而對電子束的能量密度以及能量注入時間進行掌控,則能夠執行打孔和切割的加工。
2.5 電化學加工方式
這一方式能夠分為兩種類別,即工件去除金屬的陽極電解蝕除加工和向工件中沉積金屬的陰極電鍍沉積。此加工方式能夠對汽車的所有型腔鍛模進行加工,乃至航空、航天發動機等彎曲的葉片等相對繁瑣的模具及零件。此外,電鍍與電鑄能夠對相對細致繁瑣的表層進行克隆,刷鍍則還能夠修復已經磨損的零件,而轉變物件表層的物理性質。
2.6 電火花線切割加工方式
此加工方式利用細金屬絲做電極,對工件采取脈沖火花放電腐蝕,實現切割成型的一個加工形式。它能夠對所有導電材質以及形狀不同的沖模、電極乃至切割零件進行加工。
3種加工引發的機械制造工藝技術變革
在機械加工中,制造工藝技術的主要內容如圖2 所示。
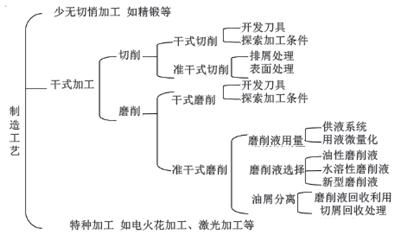
圖2 制造工藝技術的主要內容
通過制造工藝技術的主要內容,進行的技術變革有以下幾點。
3.1 特種加工引發產品設計思路變革
特種加工處理了各類特殊繁瑣表層的加工,乃至各類超精、光整或具備特殊需求的零件加工問題,令所有材料的加工變成可能。而迅速成型技術則令產品的迅速試制變成可能。因此,特種加工令產品設計內選擇的零件材質、制造工藝方式擁有更加寬泛的選擇余地,還可以迅速將設計理念變成具備相應功能的原型,以此令產品的設計思路處在創意及制造相結合的局面。
3.2 特種加工加大了可加工材質的范疇
特種加工方式令機制工藝中可加工的材料范疇由普通材料發展為超硬材料及特殊材料,使所有材料的加工變成可能。材質的可加工型不再和韌度、硬度、脆度、強度等構成正比或反比。過去較難加工的硬質合金、石英、金剛石、淬火鋼等材質,都能夠通過電火花、電解、超聲波、激光等特種加工形式進行加工。對電火花、線切割來講,淬火鋼遠比未淬火鋼容易加工[2]。
3.3 特種加工技術已經變成微細加工、納米加工的主要方式
當前,制造技術逐步朝細微、微米、納米乃至亞微米的級別發展,成為制造業融入高技術的切割點。而激光、電火花、電子束、離子束等特種加工技術,則屬于當前高速發展中的微細以及納米加工的重要方式。
3.4 特種加工轉變了傳統結構工藝性的好與壞
傳統加工方式將方孔、小孔、彎孔、深孔、窄縫等歸類為結構工藝性較差,有的狀況中則被歸類為工藝性較壞,甚至還會被設定為結構設計禁區。特種加工則令這個壞變為了可能,并將其變身為好。例如,對電火花穿孔、電火花線切割工藝而言,加工方孔與加工圓孔在困難程度方面相同。
3.5 特種加工將轉變新產品試制的傳統模式
新產品的傳統模式通常為模具、道具、量具,乃至工裝夾具設計制造等方面。當前,運用數控電火花線切割,能夠直接制作花鍵孔、鈑金異型孔、非標直齒輪,且可加工繁瑣的二次曲面零件。所以,特種加工方式的運用不但能夠加快產品的試制速度,還能夠節省龐大的新產品試制費用,從而轉變新產品設計試制的形式[3]。
3.6 特種加工轉變了過去淬火工藝路線和零件不良品的可修復性
特種加工產生后,轉變了淬火熱處理工序必須設置在除磨削之外的其余切削成形加工以后的傳統工藝標準。因為特種加工不被工件硬度所束縛,因此有時為了免除成型加工后淬火熱處理引發的應力變形,可以先進行淬火,再進行加工。而以往認為無法修復的不良品,如今也均能夠通過特種加工進行修復。
4.結束語
總而言之,特種加工技術對機械制造工藝技術而言具有深遠的意義,已經變成當前制造技術中關鍵的構成部分。由于科技與工業的不斷發展,使特種加工必須不斷完善和發展,才能使其不斷加快科學技術與現代工業的發展,從而展現出自身的價值。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

