


基于CBR-RBR的專家系統在電火花修整超硬砂輪中的應用
2016-12-20 來源:湖南大學國家高效磨削工程技術研究中心 作者:余劍武,覃新元,黃帥,段文,沈湘
摘要:針對電火花修整超硬砂輪過程中選擇合適放電參數困難的問題,引入基于實例的推理(CBR)和基于規則的推理(RBR)相結合的推理技術,確定了電火花修整超硬砂輪實例表示和實例相似度計算及權值分配的方法,闡述了電火花修整放電規準和規則表示,并以Visual Basic 6.0為開發工具,以SQL Server 2005為底層數據庫支持軟件,開發了電火花修整超硬砂輪專家系統。將該系統應用于青銅結合劑CBN砂輪NBCl60M100的放電參數選擇中,實驗結果表明,基于CBR-RBR的推理技術可行有效。
關鍵詞:電火花修整;超硬砂輪;實例推理;規則推理;專家系統
0.引言
金屬結合劑超硬砂輪由于具有耐磨性好、壽命長、承受負荷大,以及磨削性能優良等特點,而被廣泛應用于航空航天、機械電子和汽車等現代工業中。為使金屬結合劑超硬砂輪始終保持良好的磨削性能,必須定時對其進行修整,但修整過程卻較為困難,主要表現在修整精度和修整效率低、修整難度大,以及修整工具成本較高且損耗速度快¨引。由Suzuki和Ue一
matsu等人舊1首先提出的電火花修整砂輪技術(Elec—tro—Discharge Dressing,EDD)作為一種非接觸修整技術,具有修整過程無切削力作用、修整精度高、操作簡單、成本低和便于調節等優點,適合于金屬結合劑超硬砂輪的修整。
目前針對電火花修整技術自適應控制方面的研究非常少。由于電火花修整超硬砂輪過程非常復雜,很難用模擬仿真和數學公式進行解釋,因此在選擇合適的電火花修整放電參數時,可以采用將過去電火花修整經驗和電火花修整知識相結合的方法來選擇。這種基于實例和規則的混合推理(CBR—RBR)技術在工程中有很好的應用價值,如文獻[5]將基于實例和規則混合推理(CBR—RBR)技術應用于高速切削數據庫系統,使系統的數據采集和知識更新簡單易行;文獻[6]建立了基于實例的推理(CBR)和基于規則的推理(RBR)相結合的混合專家系統,實現了在裝配系統中裝配夾具的智能化設計;文獻[7]應用RBR和CBR相結合的技術解決了快速完成組合夾具設計問題。
本文應用基于CBR.RBR的推理技術,開發了電火花修整超硬砂輪專家系統。系統推理出的放電參數對指導電火花修整超硬砂輪,提高修整效率和修整質量具有很好的實用價值,為今后進一步開發具有自適應控制功能的軟件,實現電火花修整超硬砂輪自動控制打下了基礎。
1.基于CBR.RBR的電火花修整超硬砂輪專家系統
本文將基于實例的推理(CBR)、基于規則的推理(RBR)相結合,運用基于CBR.RBR的推理技術選擇適合電火花修整超硬砂輪的放電參數。通過CBR和RBR相結合,可以彌補CBR只注重經驗和RBR只注重知識的不足,從而提高了系統推理的效率與準確性。基于CBR—RBR的電火花修整超硬砂輪專家系統的推理流程如圖1所示。對于新輸入的電火花修整超硬砂輪目標實例,系統推理過程為:1)根據目標實例修整條件在實例庫中進行實例推理,按砂輪粒度號、超硬砂輪類型、結合劑類型、電極類型、工作液類型和修整方式的順序進行相似度計算,從而檢索與新輸入的電火花修整目標實例整體相似度最高的成功實例,通過重用或修改檢索到的成功實例來解決當前放電參數的選擇問題。2)如果檢索到的成功實例相似度較低,則根據目標實例的砂輪平均磨粒尺寸通過規則推理進行放電參數的計算,生成滿足目標實例要求的電火花修整超硬砂輪放電參數。3)對于推理出的合適放電參數經實驗驗證成功后保存至實例庫,對實例庫進行不斷積累。
2.基于實例的推理(CBR)
基于實例的推理(CBR)是通過相似度的計算從實例庫中檢索最相似實例,進而重用或修改最相似實例來解決新的目標實例問題。
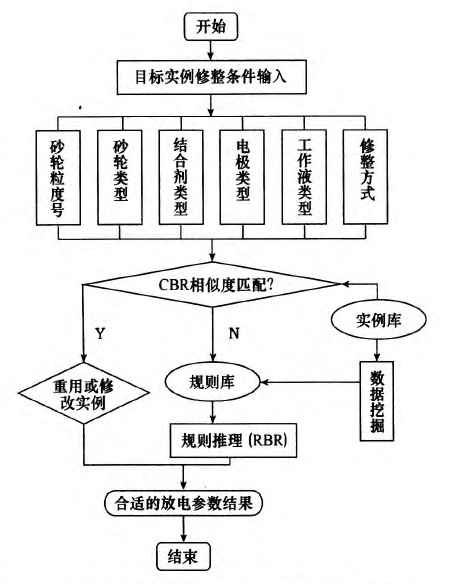
圖1 基于CBR.RBR電火花修整超硬砂輪專家系統推理流程
2.1 電火花修整超硬砂輪實例表示
實例表示是實例推理的基礎,目的在于對以往成功的電火花修整超硬砂輪實例進行記錄,使其數據結構能被計算機識別和調用。電火花修整超硬砂輪實例應盡可能包含更多的描述信息,但是為提高檢索效率又需要簡潔描述。本文中的電火花修整超硬砂輪實例可表示為“描述部分(在本文第2.1節、第2.2節、第2.3節與第2.4節進行論述)+解決方案部分(在本文第3.1節與第3.2節進行論述)+應用結果部分(在本文第4.2節進行論述)”的形式。電火花修整超硬砂輪中首先要確定該實例的修整條件即屬性,如砂輪粒度號、超硬砂輪類型、金屬結合劑類型、電極類型、工作液類型,以及修整方式等,由這些屬性構成電火花修整超硬砂輪問題的描述部分。每一實例表現為一個屬性對應一個值的集合,各個屬性的取值如下。砂輪粒度號:80#~280#;超硬砂輪類型:金剛石、立方氮化硼(CBN);金屬結合劑類型:青銅結合劑、鑄鐵結合劑;電極類型:紫銅、石墨和銅鎢;工作液類型:電火花油、去離子水和蒸餾水;修整方式:整形、修銳。
經過電火花修整超硬砂輪實驗數據驗證可知,電火花放電參數的選擇如放電電流、脈沖寬度、占空比、修整極性,以及放電電壓,直接影響修整質量,由這些參數構成電火花修整超硬砂輪問題的解決方案部分。
電火花修整超硬砂輪的修整效果評價指標主要有修整精度、修整效率、修整后砂輪表面形貌,以及磨粒出刃高度等,由它們構成電火花修整超硬砂輪問題的應用結果部分。
2.2實例間相似度計算
通過實例間相似度的計算,在實例庫中檢索與新輸入的目標實例最相似的實例。相似度計算分為局部相似度計算和整體相似度計算。電火花修整超硬砂輪專家系統有實例庫系統E和目標系統G,都是由n個電火花修整條件要素構成:

2.3實例局部相似度的計算
電火花修整超硬砂輪問題的描述部分中屬性值在所列范圍之內,任意的兩個屬性值對應一個局部相似度,相似度根據電火花修整知識來確定。
2.3.1枚舉型
描述部分中的砂輪粒度號、超硬砂輪類型、金屬結合劑類型、電極類型和工作液類型等屬性的相似度計算采用枚舉型方法。
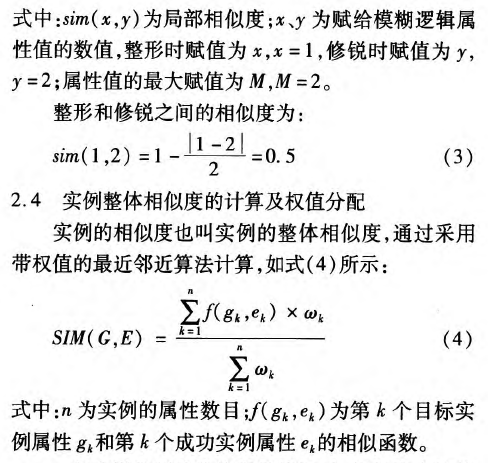
2.3.2模糊邏輯型
描述部分中的修整方式屬性的相似度計算采用模糊邏輯型方法,其局部相似度則可用式(2)計算:
公2
一般來說超硬砂輪粒度號接近時,相似度會比較高。根據實例描述部分的各屬性對放電參數選擇的影響程度,將實例描述部分中屬性分為3個等級,不同等級賦予不同權值,從高到低依次為:1)砂輪粒度號;2)超硬砂輪類型、金屬結合劑類型和電極類型;3)工作液類型、修整方式。根據每級屬性的權值應大于低等級所有屬性權值之和的原則¨J,具體的分配方案為:一級屬性的權值為8,二級屬性的權值為2,三級屬性的權值為1。
3.基于規則的推理(RBR)
基于規則的推理(RBR)是在掌握電火花修整超硬砂輪知識的基礎上,把相關的經驗知識通過規則進行描述,并把問題和解答聯系起來,再利用這些規則模仿專家在求解中的關聯推理過程。規則推理的本質就是從初始事實出發,根據規則求解滿足目標條件的過程。
3.1 電火花修整超硬砂輪放電規準
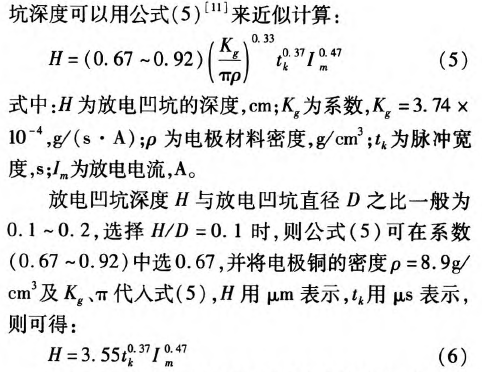
電火花修整后的超硬砂輪表面是由無數的放電凹坑組成,通過放電凹坑相互疊加達到磨粒露出金屬結合劑表面從而形成磨粒出刃高度的目的。一般可以通過控制放電參數選擇性地蝕除超硬砂輪表面的金屬結合劑材料,避免砂輪磨粒發生氧化反應而失去磨削能力,使砂輪表面具有合適的磨粒出刃高度和容屑空間,同時磨粒也不會因結合劑把持力不夠而損失。為此,在電火花修整超硬砂輪時必須根據砂輪磨粒尺寸大小選擇合適的電火花放電規準。
電火花放電凹坑的尺寸由許多因素決定,放電凹
3.2規則表示及規則知識庫建立
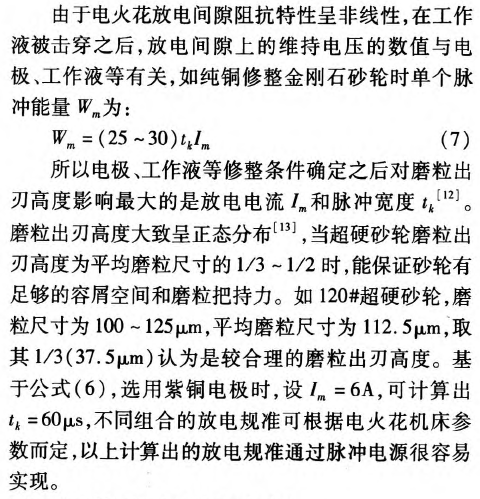
規則表示是規則推理模塊構建的基礎,電火花修整超硬砂輪過程除了考慮電火花放電規準外,還需考慮極性效應、放電間隙控制等。本文采用的RBR知識表示形式包含兩個部分:IF部分稱為前項(前提或條件),THEN部分稱為后項(結論或行為),其一般形式如下:
IF條件1 AND條件2......條件N<條件滿足>
THEN結論1,結論2......結論N<執行動作>
END IF
如規則J-02:IF電火花脈沖寬度t≥1001μs;THEN:修整極性為負極性(砂輪接負極,電極接正極)。規則Z-02:IF修整方式為修銳;THEN:占空比為50%。規則Y-03:IF 801μm<平均磨粒尺寸≤120μm;THEN:放電電壓為100V(實驗選用的電火花成型機床放電電壓分為100、150和200V三檔)。根據規則表示方法的形式,本文建立規則庫時采用“概念.事實一規則”三級知識體系,將規則庫分為概念性知識、事實性知識和規則性知識三部分。
1)概念性知識:提供知識的基本內容作為規則庫的底層,如脈沖寬度、修整極性和負極性修整等。
2)事實性知識:由概念性知識組成,建立概念之間的聯系,如電火花脈沖寬度tk≥100μs,修整極性為負極性修整等。
3)規則性知識:由事實性知識組成,建立事實之間的聯系,如規則J-02等。
通過對規則庫知識體系的具體劃分,分別建立對應的變量表、事實表和規則表。對于電火花放電規準公式、圖表等知識則采用特殊模塊存儲,在推理過程中通過程序進行調用。
4.系統實現及應用
4.1 系統實現
本文采用Visual Basic 6.0為開發工具,SQLServer 2005作為底層數據庫支持軟件,建立了電火花修整超硬砂輪專家系統,其結構圖如圖2所示。系統主要由實例庫、規則庫、輔助數據庫,以及基于CBR—RBR推理等模塊組成。系統可以對電火花修整超硬砂輪實例庫、規則庫和輔助數據庫進行有效管理(添加、修改和刪除等),將實例庫和規則庫緊地結合在一起,運用基于CBR—RBR的推理選擇合適的放電參數。
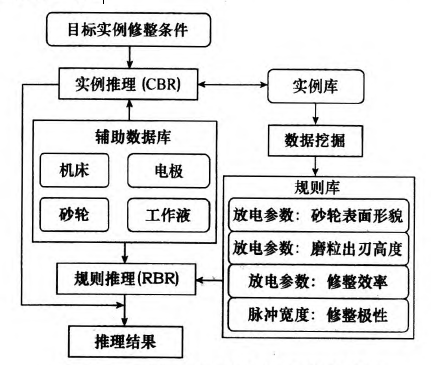
圖2 電火花修整超硬砂輪專家系統結構圖
4.2實例應用
電火花修整超硬砂輪目標實例為青銅結合劑立方氮化硼(CBN)砂輪NBCl60M100,在電火花成型機床上進行修整,工具電極選用紫銅電極,工作液為電火花油,修整方式為修銳,目標實例代號為G160/1。如圖2所示,輸入目標實例修整條件信息之后,系統首先進行實例推理。根據權值分配方案,砂輪粒度號、超硬砂輪類型、金屬結合劑類型、電極類型、工作液類型以及修整方式屬性的權重分別為:0.5、0.125、0.125、0.125、0.062 5、0.062 5。計算目標實例G160/1與實例庫中各實例的相似度,檢索出相似度最大的
成功實例(代號E120/1)。目標實例G160/1與成功實例E120/1修整條件如表1所示。采用枚舉型方法確定目標實例G160/1與成功實例E120/1砂輪粒度號、超硬砂輪類型、金屬結合劑類型、電極類型和工作液類型屬陛的相似度分別為0.95、0。9、1、1、1;采用模糊邏輯型式(2)計算目標實例G160/1與成功實例E120/1修整方式屬性的相似度為1。所以目標實例G160/1與成功實例E120/1的整體相似度SIM(G,E)=0.95×0.5+0.9×0.125+1×0.125+1×0.125+1×0.062 5+l×0.062 5=0.962 5.
表1 目標實例G160/1與成功實例E120/1的修整條件
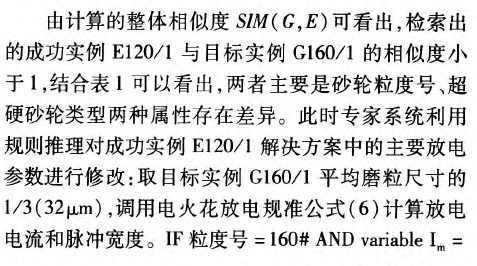
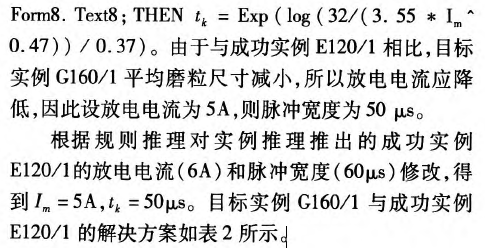
表2 目標實例G160/1與成功實例E120/1的解決方案
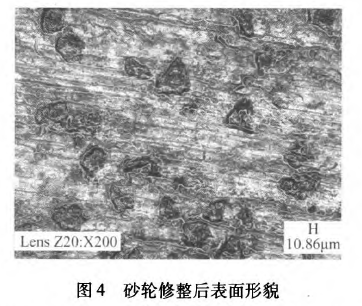
本文采用CBR.RBR推出的解決方案,對青銅結合劑立方氮化硼(CBN)砂輪NBCl60M100進行了電火花修整實驗驗證,采用VHX.i000超景深三維顯微鏡放大200倍后測量該砂輪修整前后表面形貌,如圖3、圖4所示。對比砂輪修整前后的表面形貌可知,修整后的磨粒出刃高度和容屑空間明顯增大,磨粒出刃數量明顯增多且磨粒形狀完整。
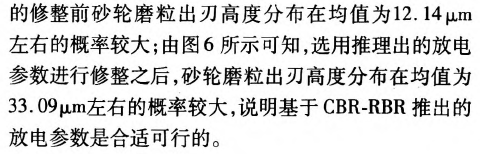
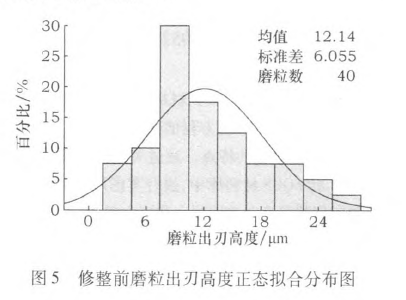
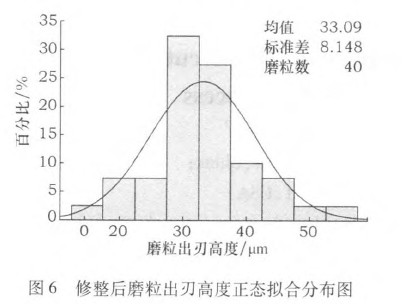
在修整前后的砂輪圓周上每隔90。的四個區域隨機各取10顆單顆磨粒,采用VHX-1000超景深三維顯微鏡測量這40顆單顆磨粒出刃高度,進行記錄之后采用Minitab軟件對其分布情況進行統計分析。修整前后的砂輪磨粒出刃高度分布情況如圖5、圖6所示,從圖5、圖6中可知,對測量的磨粒出刃高度進行擬合的結果呈正態分布,與文獻[13]所述較吻合。圖5所示
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

