


三軸聯動的微型電火花加工機床
2017-7-13 來源:哈爾濱工業大學 作者: 趙小文,李治廷,李柏毅
摘要 :三軸聯動微型電火花加工機床與傳統加工技術要比,具有對加工材料適應性強,適合復雜微小的三維結構加工,此外體積小、攜帶方便,更適合用于小孔和任意形狀加工等優點。
關鍵詞 :三軸聯動 ;微型 ;電火花 ;加工
1.項目背景
隨著現代工業的發展,機械行業對各種機械設備零件的加工需求量越來越大,對其質量和精度要求也在提高。與傳統切削加工方法相比,電火花加工對加工材料的適應性更強,更適合復雜微小三維結構的加工。作為傳統切削加工領域的補充,電火花加工在現代生產發揮著不可替代的作用。
在機械加工過程中,絲錐、鉆頭、絞刀等加工工具很容易折斷在工件內部,很難將其取出,這不僅影響了生產效率,還會降低產品質量,甚至導致許多產品報廢。目前普遍的解決方法是手工提取或用電火花加工機提取,不僅浪費大量時間,承擔運輸設備的成本,有時在取折斷工具時會導致工件報廢,給企業造成很大的經濟損失。 利用電火花蝕除原理,用銅棒或銅片做電極,能輕松將斷絲錐去除或蝕斷。而且不影響工件材質,不破壞原有孔。
一方面,國外目前的微小型機床只能打孔,另一方面,國內目前沒有微小型三軸電火花加工機床。本項目希望制作的電火花加工機床能夠實現三軸聯動,以此來實現沿輪廓軌跡切割金屬的功能。我們的目標是,實現卓越未來,智能制造!
2 .研究目標
設計出結構緊湊、輕便的三軸聯動微型電火花加工機床,方便攜帶,可作為用于小孔和任意形狀加工的便攜式電火花加工工具,用于科研和生產中各種難加工材料和難加工型孔的加工。研究意義在于以下幾點 :
(1)體積小、易攜帶。通常的電火花加工機床體積和重量較大,但當只用于小件或微小件的加工時,則可設計成輕便、但基本功能具備的微型電火花加工機床,可作為用于小孔和簡單形狀加工的便攜式電火花加工工具,用于科研和生產中各種難加工材料和難加工型孔的加工。
(2)教學演示。該微型電火花加工機床可作為教學演示的教具,實現理論與實踐相結合的教學方式,并通過光、聲、電等信息的處理,可以使學生了解和感受電火花加工現象和加工過程,對于增加學生的感性認識,并促進其創新意識具有積極有效的作用。
(3)小型的科研工具。可以用于科研和生產中各種難加工材料和難加工型孔的加工。
3. 研究方案
3 . 1 機械部分
圖 1 為最終確定的三維結構,圖 2 為加工出的實物圖(紅色的油槽尚未制作完成)。采用了導軌滑塊機構分別實現三個軸的運動,旋轉電極通過鉆頭夾和電極相連,便于電極和工件之間持續放電。鉆頭夾可靠夾持范圍是 0.3~4 mm,可以滿足不同尺寸電極的夾持要求。
采用絲杠進給,彈簧拉緊式結構,電極始終受到向上的拉力,支撐板上表面始終與球型螺母緊密接觸,消除了回程誤差,提高了伺服進給的控制精度。
3 . 2 電控部分
3 . 2 . 1 電源主回路部分
常見的電火花加工脈沖電源分為兩種形式,分別是 RC 式脈沖電源和晶體管脈沖電源。
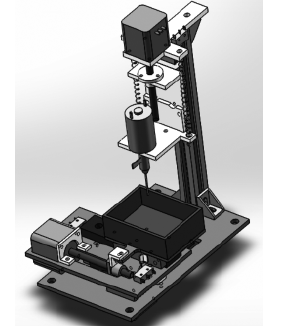
圖 1 三軸聯動微型電火花加工機床三維圖
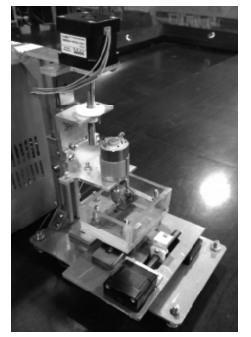
圖 2 加工機床實物圖
本次設計擬采用 RC 式脈沖電源。RC 脈沖電源的工作原理非常簡單,原理如圖 3 所示。
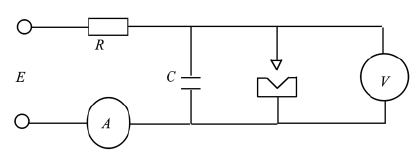
圖 3 RC 脈沖電源工作原理圖
其優點是加工精度高,工作可靠,裝置簡單 ;其缺點是脈沖參數受到間隙狀態制約,加工速度低,電機損耗大。
3 . 2 . 2 檢測電路
在電火花加工時,直接測量電極與工件間隙 S 十分困難,一般采用測量放電間隙的電壓來判斷間隙 S的大小。例如,當間隙很大時,放電回路開路,間隙電壓接近脈沖電源的開路電壓 ;當間隙過小甚至為零時,放電回路短路,間隙電壓為 0。間隙 S 與間隙電壓雖不成正比關系,但具有一定的相關性。本次設計采用平均間隙電壓檢測法,工具電極與工件之間的電壓經過差動增益環節,獲得兩者差值,再經過濾波環節輸出平均間隙電壓。
本次設計擬采用平均電壓測量法,但是傳統的方法無法測量出負半波對平均電壓的影響,因此可以改進為加上帶整流橋的檢測電路,這種改進的電路適用于改變工具電極、工件極性的情況。
3 . 2 . 3 主控部分設計
本項目采用基于 Cortex-M3 內核的 STM32 單片機作為核心控制芯片。TIM1,TIM3 通用定時器控制步進電機的運動。采用 ADC 功能模塊采集平均間隙電壓,實現伺服控制。并通過 LCD 顯示屏顯示電壓值。用 Lab VIEW 上位機繪制加工路徑,并通過串口和單片機通信,從而控制加工的軌跡。
3 . 2 . 4 各個模塊之間的布置
各個模塊之間的布置,如圖 4 所示。
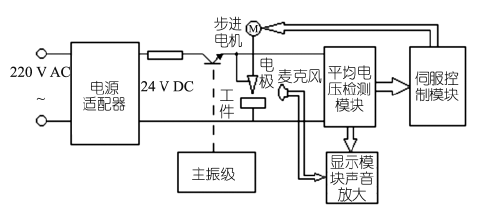
圖 4 模塊布置圖
3 . 2 . 5 三軸聯動加工過程
使用前,調節 X、Y、Z 軸電機,使油槽移動到合適位置,將工件放在油槽中固定。開始加工,自動加工模式下,Z 軸電機向下緩慢進給,當電極和工件之間距離合適時,開始電火花放電加工,通過檢測電路獲得平均間隙電壓,若間隙電壓大于伺服參考電壓,Z 軸快速向下進給 ;若間隙電壓小于伺服參考電壓,Z軸向上回退。若兩者基本相等,Z 軸不動。極間電壓通過 LCD 顯示屏顯示(顯示的電壓值是實際電壓以一定比例縮小后的數值)。手動加工模式下,按鍵可以手動控制三個軸的運動方向。X,Y 軸不動時為打孔加工狀態。 通過L a b V I E W 編寫上位機與單片機通信,控制 X , Y 軸連續運動,則為銑槽加工狀態,可以實現沿著設定的路徑銑槽,見圖 5。
4 .項目特色與創新
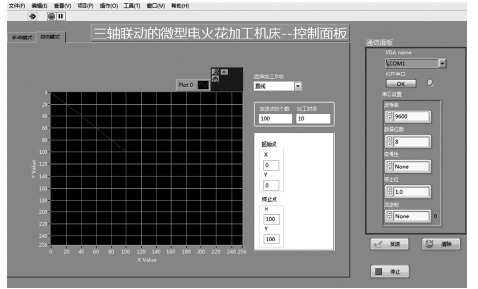
圖 5 控制面板示意圖
4 . 1 結構緊湊、體積小,便于攜帶
本次設計采用多模塊化的形式,將多個功能的單元模塊化,分別做在獨立的電路板上,最后再布置這幾個獨立電路板的空間位置。這樣可以使得機床的整體結構緊湊,還有利于故障的檢測與后期維護。
4 . 2 三軸聯動
實現了三軸聯動之后,不僅可以打圓孔,還可以切割其他形狀的孔和曲線,而且可以保證它的精度,這在國內外微型電火花加工機床還屬首次。
4 . 3 形象地展現加工狀態
可以從以下三方面可以了解加工的狀況 :(1)放大放電聲音 ;(2)放電間隙的平均電壓 ;(3)放電氣泡的發生狀態。該微型電火花加工機床還可作為教學演示的教具,實現理論與實踐相結合的教學方式,并通過光、聲、電等信息的處理,可以使學生了解和感受電火花加工現象和加工過程,對于增加學生的感性認識,并促進其創新意識具有積極有效的作用。
5.項目成果
5 . 1 加工狀態
圖 6 為工藝性試驗的加工狀態,采用直徑 2 mm紫銅電極加工 0.2 mm 塞尺,可以看到明顯的氣泡和電火花,加工時間約為 1 min。
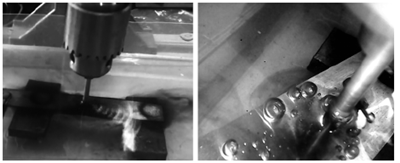
圖 6 工藝試驗圖
5 . 2 打孔加工
加工條件 :60 v 電壓經過脈沖電源(R=100 Ω,C=1 uf)放電,步進電機細分 25 000,步距角 1.8°,步長3 um。電極為直徑 2 mm 的銅電極,旋轉速度為3 8 r / s 工作液為純凈水加工 0.2 mm 厚的塞尺,加工時間大約 3 min,如圖 7 所示
5 . 3 直線銑槽加工
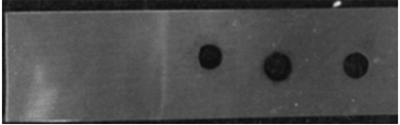
圖 7 打孔加工圖
在加工的過程中,通過 Lab VIEW 編寫上位機程序,與單片機通信,控制 X,Y 軸連續運動,可以三個方向單獨進給加工,或者三軸同時運動,實現不同方向的直線加工,如圖 8 所示。

圖 8 銑槽加工圖
5 . 4 數字、文字雕刻加工
通過指定每個目標點的坐標,進行多次直線插補銑槽,還可以加工出文字,簡單的圖形等,如圖 9 所示。

圖 9 數字、文字雕刻加工圖
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

