


摘要:
文章主要以輪廓斜角為研究對象,探究成形銑刀、宏程序結(jié)合可編程參數(shù)指令G10和UG自動編程三種方式加工輪廓斜角的方法,通過三種方法的研究和分析,讓我們對輪廓斜角加工得以全面充分認(rèn)識,在實(shí)際生產(chǎn)中,合理應(yīng)用倒斜角方法,更大程度地提高加工生產(chǎn)效率。
1 引 言
倒角是零件最常見的結(jié)構(gòu)特征,通常有倒斜角和倒圓角兩種類型,一般倒角的作用是去除毛刺、美觀;還有一些特別強(qiáng)調(diào)的倒角是為了安裝工藝要求,比如安裝導(dǎo)向,減少應(yīng)力集中,容易裝配等作用。加工倒角的方法常見有3種,一是成形銑刀(倒角刀)編程銑削;二是利用宏程序和可編程參數(shù)指令G10編程加工;三是使用CAD/CAM軟件自動編程加工。每種加工方法都有其適應(yīng)性和特點(diǎn),文章主要以倒斜角為研究對象,探究三種加工方法倒斜角的特點(diǎn),以便我們對倒斜角加工做到充分認(rèn)識,合理選擇應(yīng)用,為實(shí)際生產(chǎn)起到必要的指導(dǎo)作用。
2 成形銑刀倒角
2.1成形銑刀類型
倒角的成形銑刀也稱為倒角刀,按結(jié)構(gòu)不同可分為整體式和舍棄式,整體式刀具(見圖1),這種刀具當(dāng)使用磨損或蹦刃時,可在專用磨刃機(jī)上進(jìn)行刃磨,刃磨好后可以繼續(xù)使用,直至切削長度用盡報廢。舍棄式刀具(見圖2)在使用時,如磨損或蹦刃,可翻轉(zhuǎn)刀片另一面使用,直至刀片用費(fèi)報廢,刀桿可反復(fù)使用。

倒角刀又可分成單刃、三刃、多刃和角度分的45°、60°、90°、120°倒角刀等,其中60°和90°最為常見。倒角刀根據(jù)其結(jié)構(gòu)特點(diǎn)可用來加工錐孔、輪廓倒角,此外,單刃倒角刀可在電鉆上加工出光潔的錐面;三刃倒角刀可加工型面較長的錐孔。總之,倒角刀是實(shí)際生產(chǎn)中應(yīng)用相對比較廣泛的一種成形刀具。
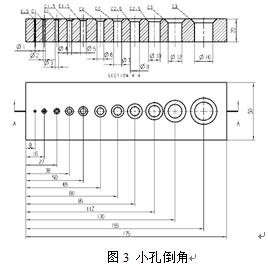
2.2成形銑刀倒小孔倒角
小孔輪廓倒角最簡單的使用方法是使用成形銑刀,其加工原理是:主軸旋轉(zhuǎn),Z向進(jìn)給完成加工,編程可借助孔加工循環(huán)指令(G81)或直接使用G01編程。下面就一組小孔倒角(見圖3)舉例編程。
(1)刀具選用與對刀
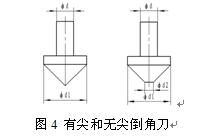
成形倒角刀有有尖和無尖兩種(見圖4),針對不同大小的倒角,倒角刀選擇的原則為孔的直徑要大于倒角刀的最小有效直徑(0~d2)且小于倒角刀最大有效直徑(d1),在編程加工時,通常以倒角刀的底端為Z向零點(diǎn),對刀方法同立銑刀。
(2)參考程序
文章以FANUC 0i系統(tǒng)編程,圖3小孔倒角參考程序如下:
O0001;
G0G54G90X0Y0M3S2000;(G54坐標(biāo)系快速移動,主軸正轉(zhuǎn))
Z20M8;(快速到一安全高度)
G81X0Y8Z-0.5R5F80;(G81倒角)
Y16Z-1;
Y27;
Y38Z-1.5;
Y50;
Y65Z-2;
Y80;
Y95Z-2.5;
Y112;
Y130Z-3;
Y155;
G0G80Z200;(快速抬刀)
M30;(程序結(jié)束并返回)
2.3成形銑刀倒輪廓倒角
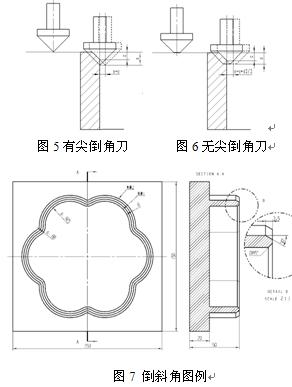
任意輪廓的倒角可根據(jù)倒角特征選擇成形倒角刀加工,主軸旋轉(zhuǎn),以輪廓為切削軌跡,通過Z向切深和刀具補(bǔ)償完成輪廓倒角加工。下面以90°倒角刀為例,分別以有尖和無尖兩種形式,探究輪廓倒角加工。
(1)加工原理
有尖倒角刀以底端對刀,輪廓程序中Z向深度若為n,半徑補(bǔ)償輸入n-c,倒出的倒角就為c(見圖5);無尖倒角刀以底端對刀,Z向深度若為n,半徑補(bǔ)償輸入n-c+d1/2,倒出的倒角就是c(見圖6)。如果對于精加工的倒角,我們通常也可以先編好程序,刀補(bǔ)先給大,補(bǔ)正之后,將模式打到手輪狀態(tài),“相對坐標(biāo)”清零,用手輪搖到你滿意的位置,觀察坐標(biāo)系偏移了多少,用原來的刀補(bǔ)減掉這個值輸入現(xiàn)在刀補(bǔ),也可完成倒角加工。
(2)參考程序
下面以圖7中輪廓倒C2的倒角為例說明,加工程序如下:
O0002;
G0G54G90X0Y0M3S2000;(G54坐標(biāo)系快速移動,主軸正轉(zhuǎn))
Z20M8; (快速到一安全高度)
G0X40;(快速移動到下刀點(diǎn))
G1Z0F300;(到Z0面)
M98P0003L1;(調(diào)用0003子程序1次)
G0Z20;(抬刀到20)
X80;(快速移動到點(diǎn))
G1Z0F300; (到Z0面)
M98P0003L1;(調(diào)用0003子程序1次)
G0Z200;(抬刀)
M30;(程序結(jié)束并返回)
O0003;(加工輪廓1)
G91G1Z-nF200;(切深n)
G1G41D1X60F300;(D1=n-2或n-2+d2)
……;(輪廓1軌跡)
G1G40X40;(取消刀補(bǔ))
M99;(返回子程序)
3 宏程序倒角
數(shù)控宏程序在輪廓加工中有著不可替代的作用,尤其在大批量生產(chǎn)中更加體現(xiàn)宏程序的優(yōu)勢,程序容量小,加工效率高。下面討論宏程序加工輪廓倒角方法。
(1)可編程參數(shù)G10
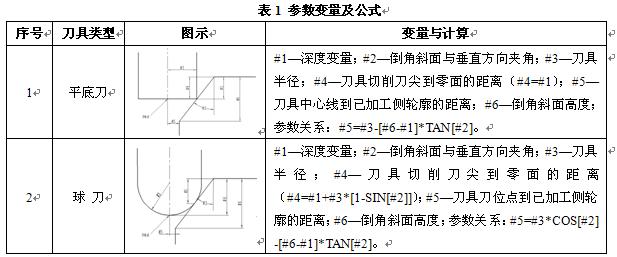
輪廓倒斜角可使用平底銑刀或球刀,通過可編程參數(shù)G10結(jié)合宏程序變量完成倒角加工。Fanuc系統(tǒng)中G10可輸入系統(tǒng)參數(shù)、坐標(biāo)系參數(shù)、刀具補(bǔ)償值和刀具壽命等,使用刀具半徑補(bǔ)償值中的D代碼編程格式為:“G10L12P__R__”,P為刀具補(bǔ)償號,R為刀具補(bǔ)償值。編程的具體參數(shù)如表1。
(2)參考程序
下面以圖7中3.5x30°和C2倒角為例,結(jié)合表1的參數(shù)說明進(jìn)行倒斜角的宏程序編程,程序如下:
O0004;
G0G54G90X0Y0M3S2000; (G54坐標(biāo)系快速移動,主軸正轉(zhuǎn))
X80Y0;(快速到下刀點(diǎn),內(nèi)倒角改為X40Y0)
Z20M8;(安全高度)
#1=0;(深度變量初值)
#2=30;(斜面與垂直方向夾角,內(nèi)倒角改為45)
#3=4;(刀具半徑)
#6=3.5;(倒斜角高度,內(nèi)倒角改為2)
WHILE[#1LE#6]DO1;(如果#1小于等于#6,加工循環(huán)開始)
#4=#1;(Z向動態(tài)變化值)
#5= #3-[#6-#1]*TAN[#2];(刀補(bǔ)動態(tài)變化值)
G10L12P1R#5;(#5刀補(bǔ)賦值給D1)
G1Z#4F200;(加工到當(dāng)前#4高度)
G41D1 X66Y0F300;(內(nèi)倒角改為X60Y0)
M98P0005;(調(diào)用0005輪廓子程序)
G0G40 X80Y0; (內(nèi)倒角改為X40Y0)
#1=#1+0.1;(深度遞增步長)
END1(循環(huán)1結(jié)束)
G0Z200;(抬刀)
M30;(程序結(jié)束并返回)
以上程序為3.5x30°倒角程序,M98P0005為外輪廓的軌跡描述,如若使用平底刀加工內(nèi)輪廓2 x45°倒角,只需按照括號中的說明改動即可;如若使用球刀加工以上輪廓,在以上改動的基礎(chǔ)上,同時將#4改為等于#1+#3*[1-SIN[#2]],#5改為等于#3*COS[#2] -[#6-#1]*TAN[#2]即可。
4 CAM倒角
倒角也可以使用CAM軟件自動編程,目前CAM軟件有很多,比如UG、Master CAM、CAXA制造工程師、Powermill、Pro-E、cimatron等等,不管是專業(yè)CAM軟件還是嵌套式CAM軟件,其各有優(yōu)缺點(diǎn),本文章以UG軟件中嵌套的CAM模塊用平底立銑刀(Ф8)和球刀(R4)分別編制圖8倒角程序,并仿真其加工效果。平底刀生成刀軌和實(shí)體模擬仿真加工效果見圖10(a)和圖10(b),球刀生成刀軌和實(shí)體模擬仿真加工效果見圖11(a)和圖11(b)。
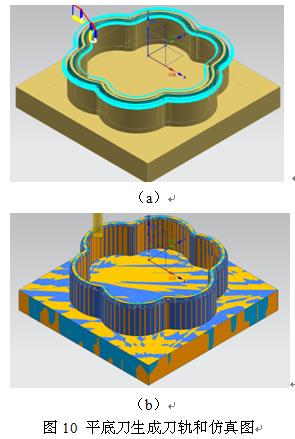
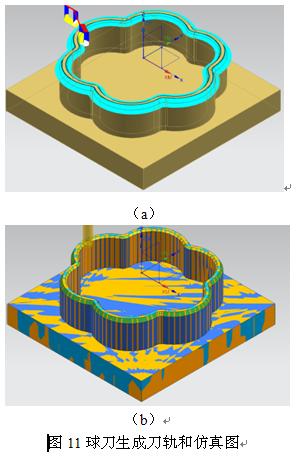
根據(jù)圖10、圖11生成刀軌和加工仿真圖,可知平底刀和球刀加工倒角,其余參數(shù)一致唯刀具類型不同的情況下,平底刀切削刀路少于球刀,加工效率高于球刀,但是球刀加工的效果要好于平底刀。讀者可根據(jù)實(shí)際需求選擇其中一種加工方法應(yīng)用,最后通過UG后處理生成G代碼輸入數(shù)控機(jī)床完成零件加工,由于篇幅有限后處理程序省略。
5 結(jié)語
文章主要討論三種方法(成形銑刀、宏程序和CAM自動編程)加工輪廓斜角,并舉實(shí)例加以說明,此三種方法各有千秋,讀者可根據(jù)實(shí)際需要和個人習(xí)慣選擇使用,為實(shí)際生產(chǎn)提供更有效的加工方法。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別