


摘 要:為解決鋁合金薄壁零件在機械加工中由于變形影響零件的尺寸、形位公差的問題,以高速、低進刀、低切深的加工方法,通過一次裝夾完成零件全部關聯尺寸的加工,從而降低零件在加工過程中由切削力過大而引起的變形,避免加工基準與設計基準不能重合產生的誤差,提高零件的尺寸精度和形位精度。
1. 問題的提出
在零件的機械加工過程中,常常會由于內應力而產生變形,尤其是有色輕金屬如鋁、鎂合金的加工。內應力引起的翹曲、側彎和扭曲等形式的變形頻繁出現,會嚴重影響零件的加工質量及加工效率,特別是對于薄壁、薄板類零件表現得尤為突出。如何最大限度地減少或消除零件的變形,保證產品質量及生產效率,多年來一直是我們研究的課題。
2. 原因分析
為提高鋁合金的加工和使用性能,在加工前需要通過熱處理(淬火處理+時效處理)的途徑提高強度。材料在淬火過程中產生很大的內應力,時效過程不能完全釋放淬火過程中產生的內應力,在后續的機械加工過程中,新的切削應力產生,隨著材料的不斷去除,內應力的平衡狀態被打破,內應力重新分布,直至達到新平衡過程而產生變形,使零件失去應有的加工精度。而且當零件表面的應力超過材料的強度極限時,還會產生裂紋。
3. 解決辦法
針對以上原因,對于鋁合金薄壁、薄板類零件采用“套材”法進行加工。“套材”法就是一次裝夾完成所有尺寸加工后,再將零件從毛坯中掏出的加工方法。套材過程包括銑上面→粗銑內腔→粗銑外形→精銑外形→精銑內腔→精銑底面→點(鉆)孔→切斷等工藝。由于整個過程是在一次裝夾中完成的,在切斷之前,由于零件與毛坯材料底面連接,所以內應力的產生不會造成零件有較大變形,在整個過程中零件尺寸穩定。在切斷時,需要讓毛坯材料與零件材料在底面有0.1mm粘連,以保證在整個“套材”過程中零件有足夠的強度抵抗加工過程中產生的切削應力。
將零件從毛坯中切下后,零件雖由于應力釋放而發生變形,但是零件上各相對尺寸不會改變,只需要增加校正工序校平底面所有尺寸、形狀均可恢復正確。
4. 應用實例
如圖1所示為鋁合金薄板零件,我們應用“套材”法進行加工,方法如下:
(1)工藝過程制定:由于零件最終厚度為2mm,在下料機加工過程中容易產生應力,發生變形,根據其結構特點,具體加工工藝流程為下料→時效→銑基準→磨基準→去毛刺→銑外形(“套材”法加工)→去毛刺→校正→檢驗→入庫。通過時效工序消除下料過程中產生的應力;通過銑基準、磨基準工序,保證基準平面與夾具定位面完全接觸,定位準確可靠,從而保證銑外形工序中厚度方向的所有尺寸。由于這兩道工序屬于見光加工,所以在此過程中產生的微小應力引起零件的變形量不會影響加工尺寸;通過銑外形(“套材”加工)完成零件所有尺寸加工;通過去毛刺工序去除加工過程中產生的各種毛刺、飛邊,保證后續加工定位精準;通過校正工序校正由于大余量加工后零件產生的變形;檢驗工序檢驗零件所有尺寸與圖樣要求的符合性;最后入庫提交。
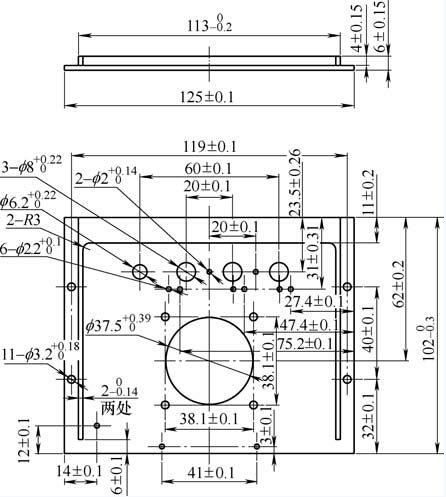
圖1
(2)毛坯尺寸確定:毛坯長度
式中,H毛坯為毛坯厚度;H零件為零件總厚度。
(3)裝夾方式確定:由于零件外形尺寸較小,采用組合夾具,以底面定位,壓住零件邊沿即可(見圖2)。壓板必須均勻分散在毛坯的周邊,保證整個加工過程中零件底面與夾具緊密貼合。壓緊位置必須在刀路邊界之外,避免在加工過程中銑刀壓板。
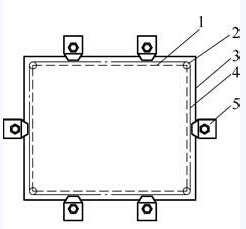
圖2
1.零件輪廓 2.刀具 3.毛坯邊界4.刀路邊界 5.壓板
(4)“套材”過程實施:
①刀具的選用。為在套材過程中減少零件變形量,在保證加工效率的前提下,盡量選用直徑小的刀具。刀具越小,加工過程中的切削力就越小,產生的應力也越小。本零件加工選用φ 6mm立銑刀。②切削用量的確定。為減少切削力,按高轉速、高進給和小切深的原則選用切削用量。根據加工現場機床的剛性和最高工作轉速,選擇轉速S=4 000r/min,進給速度F=1 000mm/min,徑向切深= 50%D刀具,軸向切深0.2mm。
③程序的編制。銑外形在銑加工中心上進行,利用編程軟件按照零件圖樣建立數字模型后按“套材”法包含過程中的刀路順序編制數控程序,編程過程中按前述選擇刀具和切削用量(見圖3)。
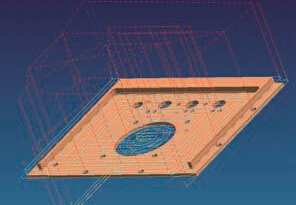
圖3
(5)實施效果:通過實際加工驗證,校正后的零件所有尺寸均滿足圖樣要求。銑外形工序實際加工時間為33min,滿足批生產要求。
5. 結語
“套材”法目前已經在我廠鋁合金結構件批生產加工中廣泛應用。不僅提高了加工效率和產品質量,而且因為是一次裝夾完成所有尺寸加工,從而避免了設計基準和工藝基準不重合而引起的誤差,避免因尺寸鏈換算而壓縮公差,簡化了工藝規程制定過程和零件的加工過程。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

