


1、普魯特雕銑機DX6050 UG是當今世界最先進、面向先進制造行業(yè)。緊密集成的CAD/CAE/CAM軟件系統(tǒng)提供了從產(chǎn)品設計,分析,仿真到數(shù)控程序生成等一套解決方案。本文介紹了非工程軟件3D的人體模型在UG 軟件處理和加工過程。
如圖1所示為由3DMAX的stl文件格式導入UG軟件的人頭部模型,模型的類型為faceted boy,由于模性感類型,沒有任何參數(shù),UG中絕大部分建模和編程命令多對他無法操作,只有采用間接地方法去操作它。首先將模型的面部調(diào)整到較好的視覺角度,調(diào)整坐標系,做一個120mm*160mm長方形,通過Edit-transform-scale和translane命令將模型調(diào)整到合適的大小并移動到長方形中,然后對長方形進行extrude操作,將人頭部模型中除像部包裹在六方體中,見圖2,這樣人像的加工模型就建立起來了,為了在加工模塊中便于操作,通過對此模型已stl文件格式進行導出導入,使人像模型和六方模型如何融為一體,都變?yōu)閒aceted Boy類型。
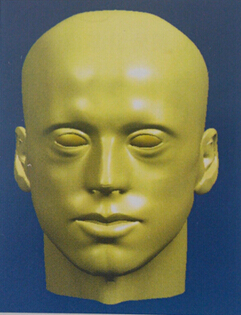
圖1 人像模型
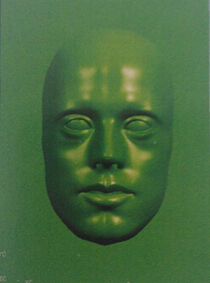
圖2 人像加工模型
2、利用普魯特雕銑機DX6050 UG加工模塊進行模型加工
為了保證人像模型加工質(zhì)量和效果,加工的材料選用航空鍛鋁,選用的機床為高速雕銑機DX6050,主軸轉(zhuǎn)速最高可達3000r/min。
2.1數(shù)控加工工藝設計
根據(jù)人體模型的尺寸,選擇120*160*70的毛坯。根據(jù)人像模型輪廓特點和材料特點,加工工序分為四個工序:初加工,半精加工,精加工和清根加工。
2.2刀具選用和切削參數(shù)的確定
為了確保加工的質(zhì)量和加工的效果,刀具全部選用肯那硬質(zhì)合金涂層刀具,粗加工選用¢10mm四刃立銑刀,切削速度為80mm/min,主軸轉(zhuǎn)速n=2500r/min半精加工選用¢5mm四刃球刀銑刀,主軸轉(zhuǎn)速n=5000r/min。精加工選用¢2mm四刃球刀銑刀主軸轉(zhuǎn)速n=12000r/min,切削進給速度為1000mm/min。清根加工選用¢1mm四刃立銑刀,切,主軸轉(zhuǎn)速n=24000r/min,切削進給速度為1000mm/min。
2.3數(shù)控加工編程
2.3.1編程準備
普魯特雕銑機DX6050用的UG 軟件對人像模型編程需要做幾項準備工作:首先,將幾何體WORKPIECE項毛坯設為120*160*70的方料,MCS加工坐標系設在矩形體上表面左下角;其次,為提高編程的效率,需預先對模型的像部做驅(qū)動畫面,在具體編程時就可以利用UG的強大分類懸選擇功能對指定的面進行特定選擇,極大的提高了編程操作的效率和加工時間,降低了勞動強度。
2.3.2曲面加工編程
(1)粗加工 整體粗加工粗加工的目的在于盡可能快的幼小切除多余材料。采用型腔銑cavity Mill方式進行粗加工,選用10mm四刃立銑刀。粗加工采用高切削速度。高進給速度和小切削量的策略,盡可能的保持刀具負荷的穩(wěn)定,減少任何切削方向的突然變化,保持最大和穩(wěn)定的切削速度。型腔銑削方式隨工件模式而定,每刀切深為0.5mm。選層優(yōu)先,順銑。部件加工余量設為0.3mm。內(nèi)外公差設為0.3mm。在連接方式中選擇優(yōu)化方式、打開刀路方式,減少空行程,見圖4.
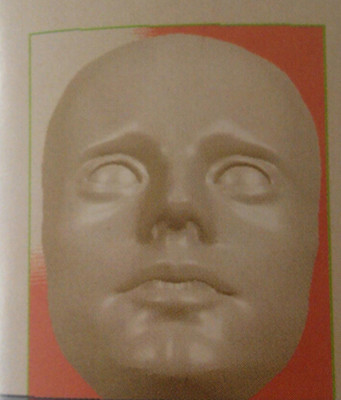
圖3 毛坯和驅(qū)動面
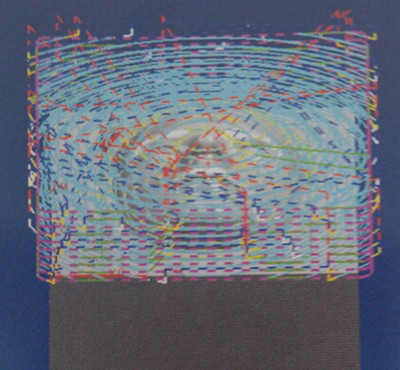
圖4 粗加工刀路軌跡
(2)半精加工選擇5mm四刃球頭銑刀,采用FIXED CONTOUR加工方式半精加工,F(xiàn)IXED CONTOUR加工方式主要是對驅(qū)動面進行操作,非常適合對faceted Boy模型加工編程,以平行方式走刀,切削類型選擇ZIG ZAG,以減少臺刀次數(shù),走刀間距是通過stepover的值定為100,模型內(nèi)外公差設為0.03mm,加工余量設為0。圖5半精加工橫向走刀軌跡,通過對刀路觀察,在模型的陡峭處切削不好,所以增加了對工件的縱向刀路見圖6,對驅(qū)動面對切削方向選擇就可實現(xiàn)。
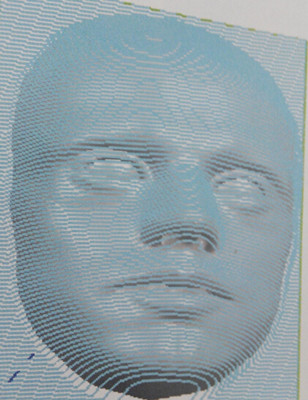
圖5 半精加工橫向刀路軌跡
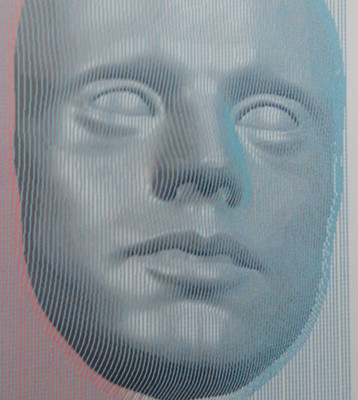
圖6 半精加工縱向刀路軌跡
(3)精加工 精加工仍然采用FIXED CONTOUR加工方式,選擇2mm四刃球銑刀,采用stepover的值定為300,以更加密集刀路對模型進行加工,加工余量設為0
(4)清根加工 清根加工采用Flowcut-smooth方式加工,采用1mm球頭銑刀,選擇面部的眼、口、鼻為加工區(qū)域,加工余量設為0,得到的加工軌跡見圖7
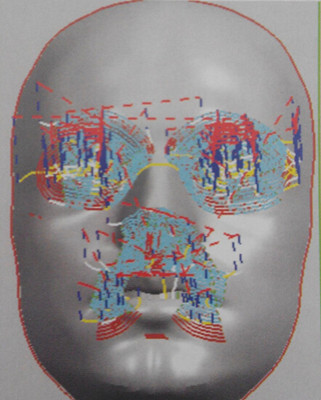
7圖 清根加工刀路軌跡
2.3.3仿真加工
刀路程序編程完成后,對全部程序進行仿真機加工,檢查程序有無過切現(xiàn)象,仿真加工結果顯示,所有程序無過切現(xiàn)象。
2.4實際加工
刀路程序加工后處理后生成G代碼的加工程序,傳入數(shù)控機床進行實際加工,經(jīng)加工驗證,人像輪廓和細節(jié)形狀清晰,加工表面光潔度高,而且切削效率較高。
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)