


摘要: 通過對進口大型特種龍門銑床電氣系統的成功升級改造,闡述了改造過程中如何確定改造方案,如何選擇國產電器元件以及通電試車中問題的分析解決,為其他大型機床的電氣改造提供了較好的借鑒和參考。
前蘇聯明斯克機床廠制造的MC63033 特種龍門銑床是筆者公司在20 世紀90 年代初引進的一臺大型設備,該機床工作臺行程8 m,臺面寬2 m,具有加工范圍大、加工切削量大、機床剛性好、加工精度高等優點,自引進以來一直是筆者公司關鍵設備之一。機床經過多年高效運行,其機械部分性能仍然良好,但電氣系統故障明顯上升。由于機床電器元件全部是前蘇聯產品,更換備件非常困難,嚴重影響了正常的生產運行,因此公司決定對其電氣系統進行全面升級改造。
1 、總體改造方案
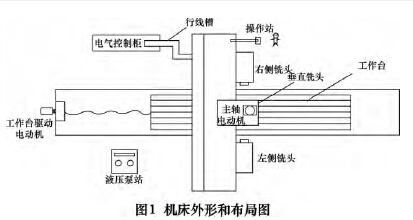
該機床原電氣系統復雜龐大,主要包括交流控制部分和晶閘管直流調速部分。交流電路控制部分主要控制各部分交流電動機的正反轉運行、機床復雜的液壓系統以及冷卻潤滑等功能,而工作臺、垂直銑頭、左右水平銑頭分別用兩臺前蘇聯不同功率的晶閘管直流調速裝置控制相對應的直流電動機,實現各種工件的快、慢速進給加工。日常維修中發現,電氣故障主要是由晶閘管直流調速裝置元件和原蘇聯控制電器老化引起的,更換及維修都入極其困難,所以決定對該機床電氣系統進行全面改造。機床外形和布局如圖1 所示
1. 1 直流調速系統電氣控制要求
調速系統或調速裝置是現代自動控制領域中重要的控制系統,而直流調速系統是機床調速系統中廣泛使用的調速系統之一,具有調速范圍寬、調速精度高低速穩定性好的特點,同時具有良好的啟動、制動性能,能在較大范圍內平滑調整。該龍門銑床的原直流調速部分除具備以上優點外,為滿足特種加工工藝的要求,還可實現工作臺進給運行在大切削量時仍能保持較好的剛性和速度平穩性,從而保證工件的加工精度和表面粗糙度,且快慢速響應性好。為方便調整,各刀架還能實現微調。
1. 2 直流部分控制方案確定
通過對原直流調速系統的控制要求和機床各部分動作要求進行分析,有以下改造方案可以使用:方案1: 使用日本三菱變頻器FR—A540 /15 kW、FR—A540 /7. 5 kW 和變頻電動機替換原蘇聯晶閘管調速部分和直流電動機。這樣改造的優點是: 改造徹底,改造后故障率相對較低且便于維修。缺點是: 改造周期長,變頻電動機與機床接口處需要重新改裝,機械傳動部分也需要改動,且很難保證原機床低速加工時的剛性和穩定性。
方案2: 使用英國歐陸590 + 直流調速裝置替換原蘇聯晶閘管直流調速部分,使用日本光洋PLC 作為控制核心,改造交流電路控制部分; 用國產Z4 系列直流電動機替換原蘇聯直流電動機。這樣改造的優點是:連接簡單,機械傳動部分不用改動,改造周期短,性價比相對較高,改造后故障率低,便于維修。改造缺點是: 直流電動機需要定期保養,而且比交流電動機維修困難。
在綜合考慮改造周期和性價比等因素之后,我們決定采用第2 種方案。
1. 3 交流部分控制方案確定
原機床控制電柜為3 臺前后開門的大電柜,所用電器均是前蘇聯產品,市場上根本買不到,電器排列和布線方式較亂,結構繁雜,完全不符合現代電氣控制和電氣保護標準,所以決定將原控制電柜全部棄之不用。經過對原電氣原理圖仔細分析解讀,決定用PLC( 可編程控制器) 和質量較好的國產電器對交流部分進行升級改造。配電柜殼體選用兩臺本廠立式車床產品所用電柜,故無需另外定做,省時省錢。根據測算,在保證原機床操作習慣的前提下,統計出該機床需要的PLC 輸入點66 個,輸出點51 個,即I /O 總點數共117 個。據此,若選用大型PLC 如西門子S7—300 等固然好,但價格高,改造成本增加。我們對輸入、輸出點進行分類統計后決定分別用兩臺64 點的整體式PLC 進行控制,同樣選用
本廠產品上使用的日本光洋PLC SH—64R1( I /O 比例是32 /32) 和SH—64R2( I /O 比例是36 /28) 分裝在兩臺電柜里, SH—64R1 命名為PLC1,主要控制3 個銑頭的主軸旋轉、主軸變速、刀具夾緊放松以及橫梁的升降、橫梁的夾緊放松等。SH—64R2 命名為PLC2,主要控制工作臺的放松、正反向快速運行或進給運行以及3 個銑頭的夾緊放松、進給或快速運行等; 由于該銑床工作臺為靜壓導軌,靜壓壓力檢測和流量檢測必不可少,此類檢測信號也輸入PLC2 以便于控制。總之,用兩臺整體式PLC 分裝兩臺電柜進行分類控制,再在控制邏輯上加以適當互鎖,就可實現整臺機床的完全控制。實踐證明,這種方式既節約了改造成本又有利于電柜內的走線,電器布局也較合理整齊。
1. 4 改造方案設計與實施
交流控制部分主要考慮電柜里電器件的排列應合理整齊,器件容量大小、線徑大小以及是否符合國家安全標準等方面,這里就不再熬述。下面說明直流控制部分。
( 1) 直流調速裝置和直流電動機的選用根據電動機功率和控制特性采用歐陸590 的( 590+ /70 A) 與( 590 + /35 A) 直流調速單元和Z4 型直流電動機,該裝置采用全數字微電腦程序控制等先進技術,具有很寬的功率選擇范圍。而Z4 系列直流電動機采用先進的高效節能技術與590 + 直流調速裝置配合使用,構成非常好的控制系統。根據這臺龍門銑床原自身結構的要求,垂直銑頭、左側銑頭、右側銑頭每次只能選擇一個進行進給或快速運動。因此在設計時要充分考慮模擬電壓的選擇,同時還要考慮直流電動機電樞和勵磁線圈對切換過程的影響。綜合以上因素,再參考原有電動機的參數來選用國產Z4 節能型直流電動機。
具體選型如下:
工作臺直流電動機Z4—132 /4 - 2 /15 kW 400 V/44. 5 A 1 360 r /min
垂直銑頭直流電動機Z4—112 /4 - 2 /7. 5 kW 400V/22. 5 A 1 480 r /min
左側銑頭直流電動機Z4—112 /4 - 2 /7. 5 kW 400V/22. 5 A 1 480 r /min
右側銑頭直流電動機Z4—112 /4 - 2 /7. 5 kW 400V/22. 5 A 1 480 r /min
( 2) 控制部分設計,如圖2 所示。
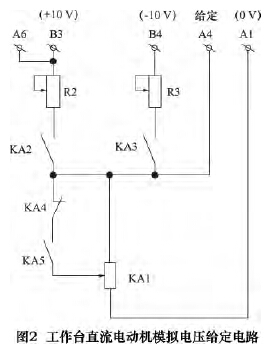
工作臺驅動模擬電壓給定電路,如圖2 所示。進給電壓給定由590 + 單元的± 10 V 模擬電壓輸出,通過KA2 、KA3 控制工作臺正反轉。由KA5 得電RV1來調節模擬電壓的給定大小。快速模擬電壓給定由KA4 得電打開,通過KA2、KA3 控制工作臺電動機正反轉。此時,模擬給定電壓為最大值,工作臺快速運行。
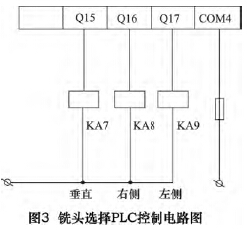
銑頭選擇控制電路如圖3 所示,垂直刀架和右側刀架和左側刀架的電動機及測速反饋回路控制特點是: 3 個刀架每次只能來1 個,通過選擇開關控制PLC的輸出點Q15、Q16、Q17 對應接通KA7、KA8、KA9 來選擇其中一個刀架運行,其他兩個不工作。模擬電壓給定電路和工作臺控制相似。這樣就解決了1 臺590 + 直流調速裝置分別控制3 臺直流電動機的問題。直流調速電路設計完成后,針對該龍門銑床其他控制電路進行設計如圖3 所示的PLC 控制電路,接觸器KM7、KM8、KM9 分別由KA7、KA8、KA9 控制,來選擇相對應的刀架電動機。
( 3) 直流調速裝置和電動機連接以上電路設計完成后,以3 個刀架為例,說明3 個刀架電動機和直流單元的選擇具體連接如圖4 所示。
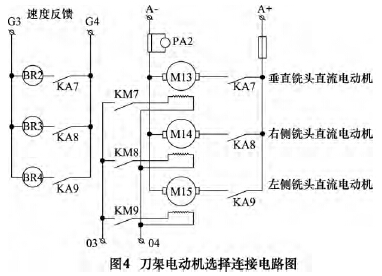
具體實施: 所有電路按照設計好的圖紙進行硬件連接工作,連接完成并認真檢查后通電試車。以3 個刀架為例,進行試運行。機床上電,按下泵站啟動按鈕,PLC1 和PLC2 上電并自檢后交流控制回路通電、直流裝置的控制電源上電,延時0. 3 s 后( 由PLC 控制) 直流裝置主回路上電,例如選擇垂直銑頭、Q15 輸出、KA7 得電,這時KM7 通電,按下正向進給按鈕,直流裝置給定回路得電; 通過調節電位器可以得到不同的給定電壓( 0 ~ 10 V) ,使垂直銑頭進給實現無級調速。按下正向快速按鈕,快速繼電器得電,給定模擬電壓達到最高值,垂直銑頭快速正向運動。
2 、通電試車中的問題
工作臺快速運行時正常,低速進給時抖動。首先查看工作臺電動機的電流表,發現電動機高速旋轉時電流基本平穩,而低速時電流波動很大。本著先易后難的原則檢查發現液壓泵站、壓力繼電器、流量繼電器工作正常。考慮到該機床工作臺是靜壓導軌,于是在垂直刀架上吸1 只百分表檢查工作臺是否浮起,經對工作臺4 個角的檢測,均有0. 03 ~ 0. 04 mm的上浮。為了避免因機械傳動故障造成的工作臺抖動,讓直流電動機與工作臺連接齒輪脫開,檢查直流電動機,發現電動機低速運轉不均勻。再查反饋線路,拆下測速發電機,發現測速發電機與直流電動機轉子軸上的連接套松動,用螺絲刀擰緊固定螺絲。再通電試車,直流電動機低速運轉平穩,故障解決。分析工作臺抖動是測速發電機反饋不穩造成。
3 、結語
利用歐陸590 + 直流調速裝置、兩臺光洋整體式PLC、國產Z4 系列節能型直流電動機和國產電器件改造從國外引進的大型設備,克服了改造前因原器件老化帶來的維修困難等缺點。改造成本低,機械傳動不用改動,改造周期短。經安裝調試后其各項性能均達到了機床原有技術要求,運行穩定可靠,生產效率和設備使用率明顯提高,取得了很好的經濟效益。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

