


摘要 :采用光纖激光焊接方法進行重載數(shù)控銑床SAE8620H 鋼雙聯(lián)齒輪的焊接試驗袁并進行顯微組織堯力學性能堯疲勞性能和X 光無損檢測與分析遙結(jié)果表明袁該接頭成形性好堯無明顯焊接缺陷堯力學性能和疲勞性能均較好袁接頭的抗拉強度堯屈服強度堯伸長率和疲勞壽命分別達到母材的96.8%堯97.2%堯94.0%和91.5%。
關(guān)鍵詞:院光纖激光焊接;焊接接頭;SAE8620H 鋼雙聯(lián)齒輪;顯微組織;疲勞性能
作為一種重要的數(shù)控銑床零部件袁銑床齒輪的質(zhì)量好壞袁尤其是其焊接接頭的質(zhì)量高低袁直接影響著數(shù)控機床的安全性堯穩(wěn)定性和長期可靠性[1-2]遙因此袁提高銑床齒輪焊接接頭的性能袁是銑床工程設(shè)計技術(shù)人員面臨的一個重要技術(shù)課題遙光纖激光是新發(fā)展起來的一種具有更為廣闊應(yīng)用前景的激光技術(shù)袁它具有體積小堯電光轉(zhuǎn)換效率高堯光束質(zhì)量好堯泵浦源壽命長袁且在泵浦源和最終光學聚焦系統(tǒng)之間無需任何準直調(diào)節(jié)零件等優(yōu)點[3-6]遙本文嘗試采用光纖激光焊接方法進行重載數(shù)控銑床SAE8620H 鋼雙聯(lián)齒輪的焊接袁并對焊接接頭的顯微組織、拉伸性能和疲勞性能進行測試與分析。
1 、試驗材料與方法
被焊母材為重載數(shù)控銑床SAE8620H 鋼雙聯(lián)齒輪袁采用EDX1800C 型X 射線熒光光譜儀和TY2000 型硫磷分析儀對母材進行化學成分測試

表1 SAE8620H鋼化學成分(質(zhì)量分數(shù)袁%)

采用IPGYLR-4000-S2 型4 kW 光纖激光器、ABB機器人進行重載數(shù)控銑床SAE8620H 鋼雙聯(lián)齒輪的光纖激光焊接,焊接過程中不開坡口也不需要額外填充焊絲袁主要依靠被焊母材的熔化來填充焊縫,激光束與試樣法線方向的角度為10度采取氬氣進行正面、背面以及高溫熔池保護。重載數(shù)控銑床SAE8620H鋼雙聯(lián)齒輪光纖激光焊接采用的主要焊接工藝參數(shù)如表2 所示遙圖1所示為光纖激光焊接的重載數(shù)控銑床SAE8620H鋼雙聯(lián)齒輪。
采用PG-15 型金相顯微鏡觀察焊接接頭的顯微組織袁并用高倍數(shù)碼相機拍攝其宏觀形貌;采用HT300 型X 光無損探傷設(shè)備進行內(nèi)部缺陷檢測;采用CMT4000 型電子萬能試驗機進行接頭拉伸試驗袁測試溫度為室溫袁并用JSM6510 型掃描電鏡觀察分析其斷口形貌曰接頭的疲勞試驗在WPG-100KN型疲勞試驗機上進行袁加載頻率為50Hz的正弦波堯載荷比為0.1袁以試件完全斷裂時的載荷循環(huán)數(shù)目定義為試件疲勞壽命。
表2 主要焊接工藝參數(shù)


圖1 光纖激光焊接的重載數(shù)控銑床SAE8620H鋼雙聯(lián)齒輪
2 、試驗結(jié)果及討論
2.1 接頭的宏觀形貌和X光無損檢測
重載數(shù)控銑床SAE8620H 鋼雙聯(lián)齒輪光纖激光焊接接頭的宏觀形貌和X光無損檢測結(jié)果分別如圖2堯3 所示。可以看出:采用本試驗工藝參數(shù)下的光纖激光焊接獲得的重載數(shù)控銑床SAE8620H 鋼雙聯(lián)齒輪焊接接頭成形狀況較好袁無明顯的孔洞、疏松、裂紋等焊接缺陷。
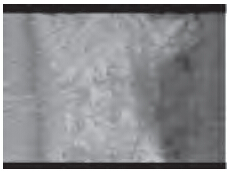
圖2 接頭截面的宏觀形貌

圖3 接頭的X 光無損檢測結(jié)果
2.2 接頭的顯微組織
焊接接頭的顯微組織如圖4 所示。可看出:SAE8620H鋼雙聯(lián)齒輪母材的顯微組織由F和P組成;其焊縫的顯微組織較母材明顯粗化;接頭熔合區(qū)結(jié)合較好袁無明顯的孔洞、裂紋等焊接缺陷。
2.3 接頭的力學性能
重載數(shù)控銑床SAE8620H 鋼雙聯(lián)齒輪光纖激光焊接接頭的室溫力學性能測試結(jié)果院抗拉強度高達567MPa袁達到母材的96.8%袁接頭效率達96.8% 屈服強度為459MPa袁達到母材的97.2%;伸長率為26.7%袁達到母材的94.0%遙由此可以看出袁在本試驗工藝參數(shù)下袁重載數(shù)控銑床SAE8620H鋼雙聯(lián)齒輪光纖激光焊接接頭的成形質(zhì)量高袁接頭力學性能優(yōu)良。
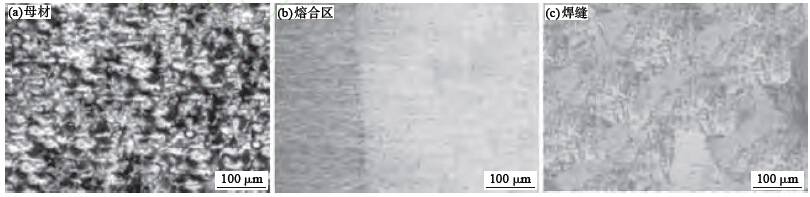
圖4 焊接接頭的顯微組織
圖5 是母材及焊接接頭的室溫拉伸斷口形貌SEM照片。可看出袁SAE8620H 鋼雙聯(lián)齒輪母材及其光纖激光焊接接頭的拉伸斷口均由較多的細小韌窩和較少的撕裂棱組成,呈現(xiàn)出明顯的韌性斷裂特征。與母材相比袁焊接接頭的部分韌窩尺寸稍有變大,撕裂棱稍多。這與接頭的拉伸力學性能測試結(jié)果一致。
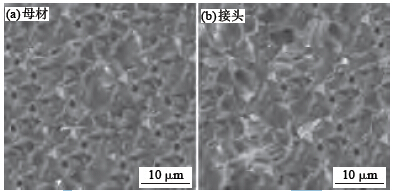
圖5 母材及焊接接頭的拉伸斷口形貌SEM照片
2.4 接頭的疲勞性能
SAE8620H鋼雙聯(lián)齒輪母材及其光纖激光焊接接頭的疲勞性能測試結(jié)果如圖6所示遙可看出,與母材相比袁焊接接頭的疲勞壽命有所降低,接頭的平均疲勞壽命較母材從13400次減小至12255次,接頭的疲勞壽命達到母材的91.5%,仍具有較好的疲勞性能。
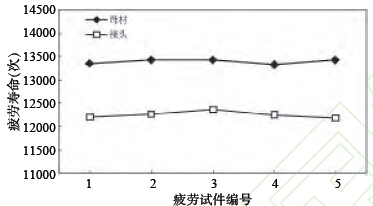
圖6 母材及焊接接頭的疲勞性能測試結(jié)果
3 、結(jié)論
(1)采用光纖激光焊接方法袁可以使重載數(shù)控銑床SAE8620H 鋼雙聯(lián)齒輪獲得成形性好堯無明顯焊接缺陷堯力學性能和疲勞性能均較好的焊接接頭。
(2)SAE8620H 鋼雙聯(lián)齒輪光纖激光焊接接頭的抗拉強度高達567MPa袁達到母材的96.8%袁接頭效率達96.8%曰屈服強度為459MPa袁達到母材的97.2%曰伸長率為26.7%袁達到母材的94.0%。
(3)雖然SAE8620H鋼雙聯(lián)齒輪光纖激光焊接接頭的疲勞壽命較母材有所降低袁但仍然高達母材的91.5%袁接頭具有較好的疲勞性能。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)