


現代發動機部件越來越多樣化,隨著電噴發動機的普及,飛輪基本都有信號齒。而信號齒的樣式多種多樣,傳統的滾齒機已經滿足不了加工要求,并且無法適應多品種、小批量的生產方式,所以現在數控銑齒得到越來越多的應用。本文主要介紹數控銑齒的特點和應用方法。
1. 數控銑齒的硬件
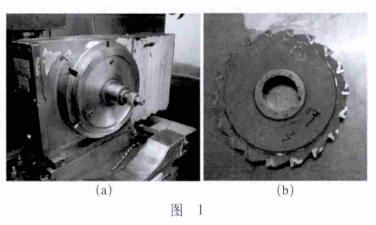
數控銑齒的設備:數控銑床或加工中心、分度頭(見圖1a);數控銑齒的刀具:三面刃銑刀(見圖1b)。
2. 適合用數控銑齒方式加工的幾種飛輪信號齒
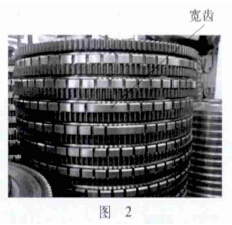
(1)大馬力飛輪。特點是有58個窄信號齒和1個寬信號齒(見圖2)。由于齒不等分,所以無法用滾齒機加工。而用數控銑床銑齒,可以加工任意數量和位置及寬度的信號齒。
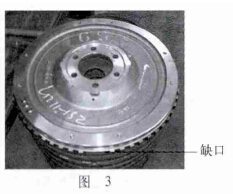
( 2 ) 南充飛輪。特點是有58個信號齒和1個兩齒寬的缺口(見圖3)。由于滾齒機無法去齒,只能滾齒后在其他工序再銑掉2齒。而用數控銑可以在一道工序內,一次裝夾加工完成。
( 3 ) 小批量、多品種、齒寬不同的飛輪。特點是齒寬多樣,如果對應每個齒寬的飛輪都做滾刀,成本太高,所以不適合用滾齒機加工。如果用數控銑床銑齒,只要用一把三面刃銑刀,通過改變數控加工程序就可以加工各種齒寬的信號齒。
3. 數控銑齒的工裝、刀具特點及調整方法
銑齒用三面刃銑刀的特點:
(1)必須為三面刃銑刀,可以是可轉位刀片銑刀,也可以是焊接硬質合金刀片銑刀。
(2)為了減小刀具銑削時振動導致的槽寬不穩定,須采用較小的進給量,因此適合采用密齒銑刀。
(3)在加工齒寬不同的多種飛輪時,可選擇齒寬最小的一種齒寬設計或訂購銑刀。為了節省不必要的銑刀費用,可以通過改變數控加工程序的方法用齒寬窄的銑刀加工出齒寬大于銑刀齒寬的齒槽。
分度頭的特點:分度頭與數控系統連接,可以由數控程序控制。分度單位可分為0.5°、1°等。根據產品信號齒分度需要選擇。
調整工裝、刀具方法:首先設定工作原點,即編程原點。原點Y方向零點為銑刀中心和飛輪信號齒厚度的中點對齊。X方向零點為刀具外圓離開飛輪信號齒外圓3mm。Z軸零點為銑刀厚度中點與飛輪信號齒水平方向最外處切點(根據圖樣信號齒右向標注)。
4. 數控程序編制方法
數控程序是實現數控銑床加工多種形式信號齒和窄銑刀銑寬齒槽的關鍵。主要是用調用子程序的方法實現對多個齒槽的循環加工,不用對每個齒的銑削軌跡編程,只要把單個齒的走刀軌跡編為子程序,然后根據銑齒的數量調用相應次數的子程序即可。
以國產南京思索數控系統為例,主要指令為:M98 P000160;調用子程序。 P0001為子程序號,60為調用子程序的次數。
G91;相對坐標,子程序內必須使用相對坐標編程。子程序內刀具移動的終點坐標必須與主程序內的起點坐標相同。
G90;絕對坐標,主程序內使用絕對坐標編程。必須用G90才能取消前面G91執行的相對坐標編程指令。A6.0;分度頭旋轉角度6°。
G01;工進移動G00;快速移動F- ;工進速度(mm/min)M99;子程序結束(在子程序內編寫)子程序示例:O0001G91 G01 X-8. F100G00 X8.A6.M99加工銑齒并去齒的飛輪信號齒時,在銑削完60個信號齒后,刀具停在齒根部,飛輪慢速旋轉,銑掉多余的齒即可。薄銑刀加工寬齒槽時,子程序編制中讓銑刀對稱齒槽中心線上下移動需要增加的寬度,用銑兩刀的方法就可以實現。
5. 結語
綜上所述,數控銑齒方法非常適合小批量、多品種飛輪信號齒的加工。在新品開發時由于不需要重新定做滾刀,所以具有開發周期短、成本低的優點。在加工非均分信號齒時解決了滾齒無法加工的難題。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

