


摘要: 利用ANSYS 有限元軟件對TK6363 型臥式龍門銑床立柱進行了仿真優化分析,計算結果表明銑床立柱結構設計不夠合理,導致銑床用材量增多,制造成本升高。通過優化立柱內部加筋板布局形式,實現了在保證加工精度條件下的最優用材量,產品性價比得到大幅提升。同時計算分析了改進前后銑床立柱的振動特性,改進前后銑床立柱基本振動形式沒有發生明顯改變,改進后立柱各階頻率均有提高。實踐表明,該研究不僅解決了工程實際問題,而且為臥式龍門銑床立柱的結構設計提供有益參考。
關鍵詞: 臥式龍門銑床; 立柱; 優化分析; 振動特性
0 引言
臥式龍門銑床是一種高效率的金屬切削機床,因其具有質量穩定,操作方便,性能可靠等優良性能而被廣泛應用于建筑、機械、航空、冶煉、鐵路等部門[1-2]。床身立柱是臥式龍門銑床的重要組成部分,起著支撐主軸箱在導軌上運動和連接工作臺及主要零部件的作用[3-4]。立柱內部結構設計決定了數控銑床的各種加工特性,主要體現在產品的加工精度和效率、抗振性能、工作壽命等方面; 如果立柱結構設計不合理將會導致銑床的加工剛度不足,從而在銑削過程中發生變形和振動,最終影響加工產品的精度[5]。
TK6363 型臥式龍門銑床為某廠自主研發生產的大型數控銑床,該銑床具有加工類型多,工作效率高、加工精度高等優點。由于該型號銑床的結構是通過經驗法、類比法的傳統方法設計出來的,不僅銑床設計周期長,而且整機笨重,試驗、制造成本高,從企業效益方面來說這是較大的浪費應急需改進。
本文針對此型號銑床重要部件—立柱進行有限元分析及輕量化設計,以期得到具有較好動態特性與剛度的立柱結構,最大限度發揮出材料的力學特性,為銑床的研發與生產服務。在有限元優化分析中,針對這種重型銑床的研究并不多見,通過本文的研究,可為有限元在重型數控銑床中的應用探明一條新的道路,為我國重型數控銑床的研發提供相應的理論依據。
1 、銑床立柱原結構有限元分析
1. 1 建立銑床立柱三維實體模型
根據設計圖紙尺寸在ANSYS 環境中建立三維幾何模型。立柱豎直方向截面為長方形,每側立柱內壁設置有水平加筋肋和豎直加筋肋,其布置形式為米字型。三維模型建立過程中,為了簡化立柱結構方便建模,在能夠如實體現立柱結構主要力學性能的前提下,對立柱個別附屬非受力構件作了一些簡化,如簡化掉一些小凸臺、吊裝孔、安裝孔等[6-7]。銑床三維實體模型如圖1 所示。
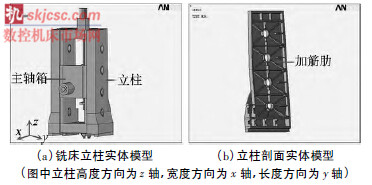
圖1 數控銑床三維實體模型
1. 2 銑床立柱有限元計算模型
( 1) 劃分單元類型選擇
由于TK6363 型銑床立柱結構相對規則平整,網格類型選用SOLID92( 十節點四面體等參數單元) 即可滿足計算精度要求[8]。
( 2) 定義立柱材料參數
銑床立柱選用ZG16MN 鋼作為鑄造材料,依據材料手冊資料,其材料參數如表1 所示。
表1 銑床立柱材料參數

( 3) 網格劃分
采取ANSYS 提供的人工劃分網格的方法,對銑床立柱模型進行單元尺寸設置: 主軸箱和立柱網格單元邊長度設置為0. 04m,銑刀盤和主軸網格單元邊長度設置為0. 02m。按照上述方案對TK6363 型數控銑床進行網格劃分后總的節點數為281643 個,總單元數為176935 個。
( 4) 載荷計算
該銑床在進行銑削加工時主要受軸向力和扭矩的作用。軸向力可轉化為面力作用于銑刀盤面上,以避免應力集中的出現而影響有限元計算結果; 扭矩可轉化為集中力的形式作用于銑刀盤的各節點處。實驗銑削深度分別為5mm 和10mm,軸向力和扭矩[9]可由式( 1) 求得:
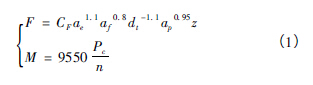
通過式( 1) 計算得到軸向力F 和扭矩M:銑削深度為5mm 時: F = 5. 2kN,M = 600N·m;銑削深度為10mm 時: F = 10kN,M = 600N·m。
( 5) 約束條件
在加工工件時,銑床立柱固定不動,工作臺做水平運動,立柱底面無線位移和角位移,6 個自由度都為零,有限元計算時立柱底面全部約束。施加約束和載荷后的有限元模型如圖2 所示。
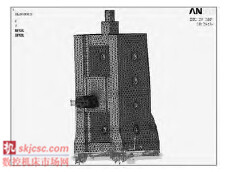
圖2 銑床立柱有限元模型
2 、有限元數值模擬可靠性驗證
2. 1 可靠性驗證
為驗證ANSYS 模擬的可靠性,利用YJ-4501A 型靜態電阻應變儀測量立柱在銑削深度分別為5mm 和10mm 時測量點的應變值,并與ANSYS 模擬數據對比分析,應變片位置如圖3 和圖4 所示。( 括號內貼片編號為對面對稱點貼片編號)
圖3 粘貼應變片的數控銑床
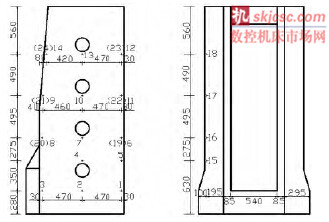
圖4 應變片貼片位置
圖4 中的應變片1、5、6( 19) 、11( 22) 、12( 23) 、14( 24) 、9( 21) 、8( 20) 、3 貼片方向沿x 軸方向,應變片15 ~ 18 貼片方向沿y 軸方向,應變片2、4、7、10、13 貼片方向沿z 軸方向,有限元模擬結果與實驗測試結果如表2 所示( 對稱點貼片取其平均值) 。
表2 實測數據與模擬結果
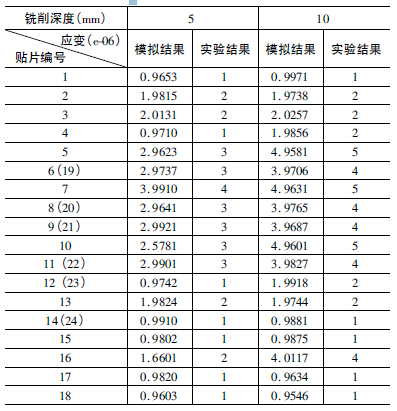
由表2 數據可以看出,每一組ANSYS 模擬數據與實驗測試數據都處于同一數量級上,由于實驗設備的測試精度及現場測試環境的影響導致了誤差的產生,但相對誤差均在5%以內,基于此,可以證明本文所使用的建模、分析和模擬方法與步驟適用于TK6363 型數控銑床的有限元數值模擬,并且數值模擬結果是可靠的。
2. 2 銑床立柱原結構有限元模擬結果分析
( 1) 強度分析
銑床強度是指銑床承受載荷后抵抗發生變形的能力。銑床立柱在銑削深度為5mm 和10mm 兩種工況下的最大等效應力分別為0. 07MPa 和2. 33MPa,其位置均在主軸箱附近,提取立柱應力云圖如圖5 所示。
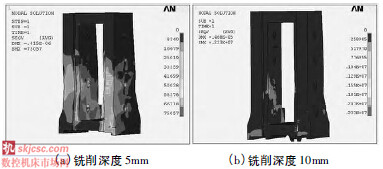
圖5 銑削深度為5mm 和10mm 的應力云圖
從兩種工況的等效應力云圖上可以看出最大等效應力均出現在立柱與主軸箱附近交匯處,立柱大部分承載區域的等效應力值在0 ~ 0. 7MPa 之間,而銑床立柱的材質為16Mn 鋼,其強度極限為345MPa。考慮到銑刀的性能、銑削精度及主軸功率,TK6363 型數控銑床最大銑削深度控制在10mm 以內,因此,從等效應力分析的結果來看,銑床立柱受到的應力較小,且大部分都處于低應力區,遠遠滿足強度要求,且有較大的富余,需要進一步的結構優化。
( 2) 剛度分析
TK6363 型數控銑床在銑削反作用力下會發生微變形,并直接影響到銑床的加工精度。銑床剛度除取決于自身材料的力學特性外,還與幾何形狀、邊界條件、外力作用形式等因素有關,分析銑床立柱的剛度是該型號銑床設計任務中的一項重要工作。銑床立柱在銑削深度為5mm 和10mm 兩種工況下的最大位移量分別為4. 15E-04mm 和4. 68E-03mm,其位置均處于銑床頂部,提取立柱變形云圖如圖6 所示。
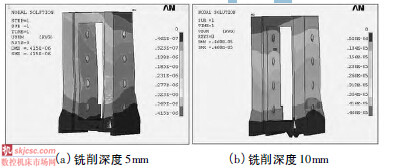
圖6 銑削深度為5mm 和10mm 的變形云圖
由圖6 可知,兩種工況下銑床立柱會發生變形,其變形值處于較低數值范圍內屬于微變形,變形值由銑床底部向上逐漸變大,直到頂部達到最大值,由此可知銑床在進行銑削加工時會出現向后的彎曲趨勢,這與強度分析結果相吻合。由上述分析可知,該型號數控銑床床滿足剛度的要求且有富余,由此進一步說明需要對銑床進行結構優化分析,從而減輕自重,降低造價。
3、 模態分析
模態分析主要用于分析結構的振動特性,銑床立柱受到來電機和滑軌的激振而產生振動,當結構設計不合理時,會因振動而造成某些構件的疲勞破壞,進而影響銑床加工精度和使用壽命。
本文將計算床身立柱在動態激勵下的響應,考慮該型號數控銑床的結構較為復雜,且結合計算機配置,在此選用Block Lanczos 法求解銑床立柱的模態,該方法精度高,速度快,適合大型結構求解。銑床在銑削加工時振源頻率屬低頻范圍,高階模態的固有頻率遠大于該銑床的激振頻率,因此低階固有頻率對銑床立柱的動態特性起決定作用,本文求解時共擴展了10 階模態,前10 階固有頻率如表3 所示。前兩階振型如圖7所示,其中一階振型主要是立柱與主軸箱發生相對扭轉運動,同時沿y 軸方向彎曲變形; 二階振型主要是彎
曲變形。
表3 銑床前十階固有振動頻率( Hz)
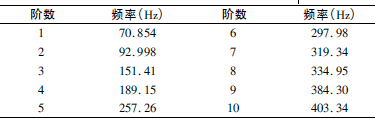
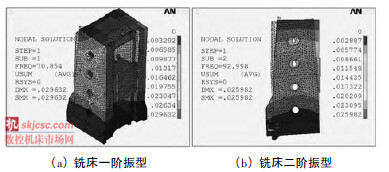
圖7 數控銑床振型圖
4 、輕量化設計
考慮到企業的澆鑄生產成本及后續的配套設施費用[10],此次輕量化設計中,銑床的外形尺寸保持不變,在保證加工精度的前提下,對銑床的壁厚及立柱內部加筋板布置形式進行優化。由原始靜力分析可知: 銑床的剛度和強度遠滿足要求,且存在較大富余,故簡化加筋板的數量,調整布置形式,優化后的TK6363-B 型立柱加筋板結構如圖8 所示,輕量化設計方案見表4。
表4 減重方案
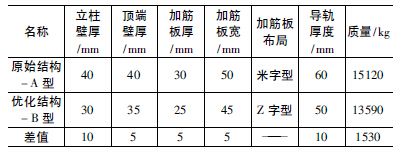
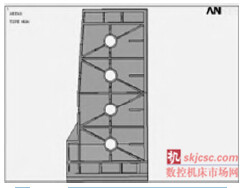
圖8 B 型立柱剖面三維實體模型
對輕量化的數控銑床分別進行靜力學和模態分析,優化后的銑床其強度和剛度變化量較小,最大等效應力由原來的2. 33MPa 變為2. 34MPa,立柱最大變形量由原來的4. 68E-03mm 變為4. 72E-03mm,其變形值在0. 05mm 以內,滿足TK6363 型數控銑床加工精度設計要求,變形云圖如圖9 所示。
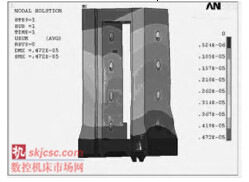
圖9 B 型銑削深度為10mm 變形云圖
隨著銑床壁厚的減小及加筋板布局形式的改變,TK6363-B 型數控銑床的各階固有頻率隨之增大,前5階固有頻率如表5 所示,前五階振型如圖10 所示。
表5 TK6363-B 型銑床前五階固有頻率
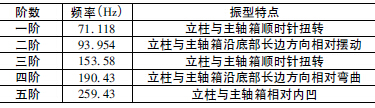
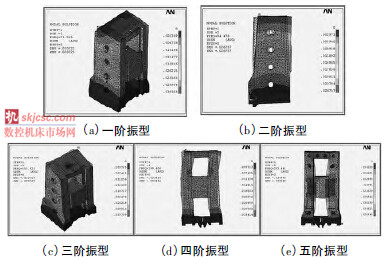
圖10 TK6363-B 型數控銑床振型圖
綜上所述,優化后的銑床加工精度仍滿足要求,其固有頻率略有升高,動態特性相對較優,振型特點是:底部相對較穩定,立柱與主軸箱會發生相對扭轉運動,并沿y 軸方向彎曲,頂部位移量相對最大。
5 、結論
本文針對TK6363 型數控銑床進行了輕量化設計,在保證最大限度降低澆鑄生產成本及后續配套設施費用的前提下,可在重量減輕10% 的同時,保證銑床加工精度符合設計要求。數值模擬與電測實驗的綜合應用使得銑床設計計算更加快速、精確,有效降低了生產成本,并進一步提升了銑床的質量品質。同時為工程結構優化設計提供了可靠的理論依據,為銑床類新產品的研發提供了有益的指導。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

