


淺談臺階軸零件機械加工工藝規程設計
2016-7-25 來源:北京信息職業技術學院 作者:劉丹青
摘要:臺階軸廣泛應用于各類機械產品中,其加工工藝是否合理、可行等直接影響產品的質量。文章依據機械加工工藝規程的步驟,針對臺階軸零件的機械加工工藝規程進行設計,闡述了機械行業典型軸類零件的機械加工過程的前期準備工作,制定了機床、刀具、量具、毛坯等的選擇及工藝路線,列出了相應的機械加工工藝過程卡片和刀具卡片。
關鍵詞:臺階軸;零件機械加工;加工工藝;過程卡;刀具卡
1、零件加工工藝分析
臺階軸是運動機構中常見的典型軸類零件,可以起到定位和傳動扭矩的作用。如圖1所示臺階軸零件圖,其設計基準是軸線,選用其做精基準定位加工軸的外圓表面,實現了設計基準和工藝基準的重合,保證了被加工表面的同軸度要求。以此為例,分析軸類零件的機械加工工藝(小批量生產)過程。
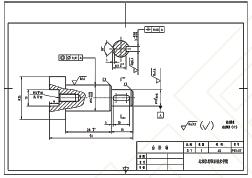
圖1 臺階軸零件
該零件表面由3個外圓柱面、1個鍵槽、1個方槽、1個螺紋孔、2個端面、多處倒角等組成,其中有兩個直徑尺寸與軸向尺寸有較高的尺寸精度和表面粗糙度要求。零件材料為45鋼,切削加工性能較好,無熱處理和硬度要求。根據以上分析,制定臺階軸加工工藝措施如下:(1)零件圖紙上標注公差的尺寸的處理。長度尺寸公差值較小,加工時采用基本尺寸加工即可。軸線的尺寸Ø16 -0.016-0.034
×28 +0.10 有較高精度要求,加工時注意公差范圍的控制;(2)基準先行。右端面為長度方向的設計基準,相應工序加工前,應先將右端面車出來,然后加工Ø10 0- 0.015 的外圓柱面;(3)M5螺紋孔加工。先用中心鉆定位,然后用Ø4.2的麻花鉆打底孔,最后鉗工進行攻絲;(4)方槽加工。先鉗工劃線,在銑床上用Ø10鍵槽銑刀進行銑削寬10mm、深6mm的方槽;(5)鍵槽加工。先鉗工劃線,在
銑床上用Ø3鍵槽銑刀進行銑削寬3 -0.004-0.029 mm、深1.8mm的A型鍵槽,此處因有鍵進行配合,加工時注意公差范圍的控制.
2、裝夾方案的確定
在車床上利用三爪自動定心卡盤夾持零件的左端,第一次安裝車出零件的右端面,外輪廓面和車外倒角,總長度+1mm的情況下,切斷。
第二次裝夾,調頭裝夾,工件找正。車長短,保證長度尺寸51mm。用Ø2.5中心鉆鉆定位孔,再用Ø4.2的麻花鉆鉆M5的螺紋底孔,深12mm。
第三次裝夾,零件裝夾在分度頭上,用高度劃線尺在左端面劃10mm×6mm的方槽位置線,在右邊劃鍵槽加工位置線。
第四次裝夾,在銑床上用機用平口鉗夾持尺寸為Ø16 -0.016-0.034 的外圓柱面,加工10mm×6mm方槽。
第五次裝夾,在銑床上用機用平口鉗夾持零件的左右兩端面,加工鍵槽。
第六次裝夾,在臺鉆鉗,夾持尺寸為Ø16 -0.016-0.034 的外圓柱面,進行攻螺紋。
3、加工順序的確定
加工順序按由內到外、由粗到精、由近到遠、先簡單后復雜、刀具集中的原則確定,在一次裝夾中盡可能加工出較多的工件表面。結合本零件的結構特征,可先加工右端面、車外表面;調頭裝夾,進行螺紋孔定位、鉆螺紋底孔;鉗工劃線,銑鍵槽、方槽;鉗工攻螺紋等順序進行加工。此零件為車銑復合加工典型件,所以加工時注意順序的選擇,以提高最大的經濟效益。
4、刀具選擇
刀具及其參數的選擇參見表1中臺階軸的機械加工刀具卡片。注意:車削外輪廓時,為防止副后刀面與工件表面發生干涉,應選擇較大的副偏角,必要時可作圖檢驗。螺紋底孔注意選擇相應尺寸的麻花鉆。
表1 臺階軸的機械加工刀具卡片

5、切削用量選擇
根據被加工表面質量的要求、刀具材料和工件材料,參考切削用量手冊或有關資料選取切削速度與每轉進給量。背吃刀量的選擇因粗、精加工而有所不同。粗加工時,在工藝系統剛性和機床功率允許的情況下,盡可能取較大的背吃刀量,以減少進給次數;精加工時,為保證零件表面粗糙度要求,背吃刀量一般取0.1~0.4mm較為合適。
6、機械加工工藝卡片的擬定
表2 臺階軸機械加工工藝過程卡片
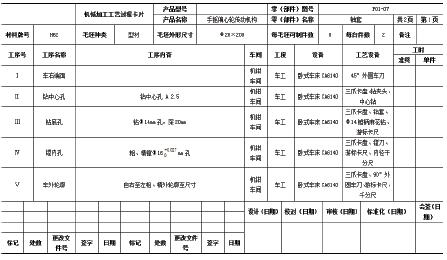
匯總前面分析的各項內容綜合成機械加工工藝卡片,如表2所示。此套表的編制是指導操作人員進行機械加工的指導性文件,主要內容包括工序順序、工序內容、各種加工步驟所用的機床設備、夾具、刀具、量具等。
參考文獻
[1] 孫光照,胡乃金.試探究機械加工工藝對加工精度的影響[J].中國新技術新產品,2014,(1).
[2] 高晚生.基于機械加工工藝對零件加工精度影響對策的研究[J].科技視界,2015,(12).
[3] 劉東凱.機械加工工藝對零部件精度的影響[J].科技創新與應用,2013,(30).
[4] 楊兵,張衛剛,林忠欽.一種管件液壓成形加載路徑的設計方法[J].上海交通大學學報,2006,(6).
[5] 劉鋼,苑世劍,滕步剛.內高壓成形矩形斷面圓角應力分析[J].機械工程學報,2006,(6).
[6] 李新軍,周賢賓,郎利輝.薄壁管軸壓脹形關鍵工藝參數及成形極限[J].北京航空航天大學學報,2006,(4).
[7] 林敦文,關紹康,盧廣璽,等.Al-Mg-Si基合金車身板材成形極限及數值應用[J].機械工程材料,2006,(4).
[8] 楊連發,郭成,黃美發.管材自由脹形時極限載荷及成形極限的確定[J].塑性工程學報,2006,(1).
(責任編輯:周 瓊)
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

