


基于FANUC數控系統的數控銑床升級改造
2016-8-10 來源:柳州職業技術學院機電工程系 作者:王富春 陳勝裕
摘要:數控設備的升級改造是目前我國制造業產業升級的有效途徑之一,針對配備FANUC數控系統的立式銑床.完成刀庫的機械安裝、電路氣路設計、控制程序編寫與調試,總結了設備升級改造為加工中心的方法。該立式銑床在升級改造后實現了自動換刀。提升了加工效率,為其他傳統設備的數控化改造與升級提供了理論和實踐依據。
關鍵詞:斗笠式刀庫;FANUC數控系統;數控銑床
隨著我國產業化升級的進一步推進.數控設備的升級改造是目前我國制造業產業升級的有效途徑之一。數控機床經升級改造后,自動化程度得到了提升.特別是減少了二次裝夾所需的時間以及避免了該過程由于人工操作出現的誤差.從而有效的提升了加工效率及加工精度。對復雜零件而言,難度越高,功效提高得越多。不僅節約了費用,而且可以縮短生產準備周期。
某工廠有兩臺VMC650數控立式銑床.原裝FANUC 0i—mate MC數控系統,目前該兩臺機床運行情況良好。擬升級改造為加工中心.提升該設備的加工效率及加工精度。
1、升級改造對象分析及刀庫選型
VMC650數控立式銑床采用數字交流伺服電機進行x軸、Y軸、z軸以及主軸驅動,主軸伺服電機反饋采用內置式編碼器,具備主軸定向定位功能.可實現伺服定位與刀庫的動作配合。主軸左側具有一定大小的空間,能夠容納刀庫的安裝與工作。
出于經濟性目的考慮.可采用斗笠式刀庫對數控機床升級改造為加工中心。由于該VMC650數控立式銑床升級改造完成后的加工任務通常需要自動換刀的刀數一般不超過十把。在考慮刀具使用容量擴展基礎上.所選用的斗笠式自動換刀裝置型號為B130-16T.容量為16把刀。該型號刀庫結構簡單,可提供可靠快速的刀具交換方式。
2、升級改造過程
升級改造的過程包括刀庫安裝與調試、氣路設計、電路設計、控制程序編寫、參數設置及機電聯調六個部分。
2.1斗笠式刀庫的安裝與調試方法
2.1.1斗笠式刀庫的安裝
斗笠式刀庫安裝在銑床z軸所在的立柱左側面.其安裝孔在垂直方向的定位需考慮z軸上換刀點的位置以及刀柄的長度。保證刀庫安裝后的換刀點與第一參考點之間的距離需大于刀柄的長度.避免在換刀過程中刀套與刀柄發生碰撞。考慮到刀庫安裝位置在調試過程中需要進行調整.安裝孔設計為水平方向較長的腰形孔.并在上下端以及側面采用調整墊塊對刀庫實現安裝定位調試。刀庫安裝示意圖如圖1所示:
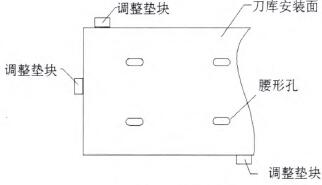
圖1 刀庫安裝示霞圖
2.1.2斗笠式刀庫的定位檢測與調試:
檢測刀盤平面與x—v平面的平行度。采用百分表分別沿x軸和v軸方向打表,要求平行度小于0.30mm/全寬,如超過此數值,則通過調整墊塊調整刀庫支架與刀庫.使得刀盤平面與X—v平面的平行度符合要求。
對刀點的檢測,采用分體式對刀裝置,將主軸上移到z向最高點后.將分體刀柄的上體錐柄部分裝入主軸孔內并拉緊.同時在刀盤的刀套內裝入分體刀柄的下部分。手動將刀庫移到換刀位置,手動操作機床z軸下移主軸箱,保證分體刀柄的上體錐柄部與刀套上分體刀柄的下體之間的間隙約為2mm。使用調整墊塊調整刀庫在x和v向的位置。同時用分體刀柄的中間軸檢驗分體刀柄的上下兩體的中心是否重合。上下兩體中心重合意味著刀套與主軸的換刀點重合,調整完畢。
2.2氣路設計
在刀庫工作過程中.需要借助氣動回路實現控制的刀庫動作有刀庫的左右移動、拉刀機構的下壓松刀,其氣動控制回路圖如圖2所示。
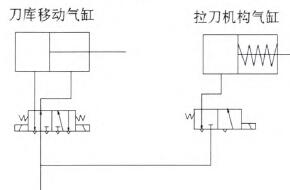
圖2刀庫氣動回路圖
2.3電氣設計
刀庫換刀過程是由刀庫氣缸的移動、刀庫電機的正反方向轉動、拉刀機構氣缸的上下運動以及z軸的移動配合完成的.該過程通過宏程序進行協調配合。其中,刀庫氣缸、刀庫電機、拉刀機構氣缸的控制由PMC實現。刀庫氣缸與拉刀機構氣缸的控制線圈直接連接到IO板上的空閑繼電器.刀庫電機采用三項異步電動機正反轉控制電路.接觸器的線圈連接到Io板上的空閑繼電器。
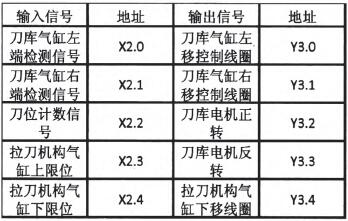
通過查詢VMC650數控立式銑床的PMC地址使用情況發現,輸入字節X2、輸出字節Y3在之前的程序中沒有被占用.因此可用作刀庫換刀的信號地址。刀庫地址分配表如下表1所不。
表1 刀庫地址分配表
2.4控制程序編制
整個換刀過程的控制是由PMC程序和數控系統的換刀宏程序相互配合來完成的。刀庫的旋轉、伸出和縮回及主軸的松刀和緊刀都由PMC應用程序來控制.而PMC控制命令的獲得以及z軸的上下移動控制是由換刀宏程序來統籌完成的。換刀宏程序根據刀庫的典型控制方案而設計為:
09001
NIlF【#1000EQl】GOT019(TCODE=SPTOOL)T代碼等于主軸刀號.換刀結束
N2#199=#4003(G90/G91MODLE)
N3#198=#4006(G20/21MODLE)保留之前的模態信息
N4IF[#1002EQl】GOT07(SPTOOL 20)如果主軸刀號為0.則直接抓刀
N5G21G91G30P2zoMl9(回第二參考點。M19定向,準備換刀)
N6GOT08
N7G21G91G2820M19(回第一參考點。M19定向.準備抓刀)
N8M50刀庫準備好(使能)
N9M52刀庫向右(靠近主軸)
N10M53松刀吹氣
N11G91G2820回第一參考點
N12IF【#1001EQl】GOT015(TCODE=0)如果指令T0.則無需抓刀
N13M54刀盤旋轉
N14G91G30P220第二參考點
N15M55刀具卡緊
N16M56刀盤向左(遠離主軸)
N17M51旋轉結束
N18G≠≠199G≠≠198恢復模態
N19M99
2.5參數設置
安裝調試好刀庫本體以及編寫好控制程序后。需要對系統進行參數設置。由參數激活系統部分功能用以配合刀庫工作.保證刀庫正確流暢的運行。
2.5.1第一參考點作為換刀過程中z軸退刀位置.其設置通過修改參數1815#4來實現。
2.5.2第一換刀點的設置過程為:下移主軸箱.使分體刀柄的上體錐柄部的下體之間的間隙為0.15—0.25ram之間。(用塞尺測量),記錄此時z軸的機械坐標記錄到FANUC參數號1241.當此位置的z軸坐標值在一107n109mm之間則調整參考點柵格偏移參數內數值.此參數單位為0.001。FANUC系統的參數號為1850。
2.5.3在換刀過程中.必須保證主軸實現定向以保證與刀庫進行配合.主軸定向參數由4031與4077配合設置完成。
2.5.4在參數6071中輸入6.設置執行M6換刀指令后.系統自動調用名稱為09001的換刀宏程序執行換刀動作。
2.6調試
2.6.1在不安裝刀柄的情況下測試換刀動作.切換到MDI方式,輸入M06 TXX。執行程序單段。分別觀察還刀、取刀以及換刀三種刀庫動作流程。確認動作流程無誤后,取消單段運行。觀察刀庫的連續動作流程,確保動作流程正確。2.6.2安裝刀柄。輸入M06 TXX,執行程序單段,分別觀察還刀、取刀以及換刀三種刀庫動作流程。確認動作流程無干涉后.取消單段運行。觀察刀庫的連續動作流程。確保動作流程正確且無干涉。如果刀柄在導套和主軸切換過程中出現不順暢,使用對刀裝置。重新設置第二參考點,直至換刀過程流暢為止。
3、結束語
采用斗笠式刀庫將VMC650數控立式銑床升級改造為立式加工中心.該兩套設備經過一段時間的生產使用后.未發生換刀動作錯亂的問題,整體功能運行正常,產品質量有所提升,生產效率得到顯著提高。同時為企業節省了大量的設備成本.也為其他傳統設備的數控化改造升級提供了理論和實踐依據。
參考文獻:
【1】謝忠敏,陳平信.DORR.IES數控立車的升級改造o】.組合機床與自動化加工技術,2011,(2):93—95.
【2】尹昭輝,周禮根.FANUC系統在數控車床改造中的應用D】.機床與液壓,2013(5):185-187.『31劉俊英,梁豐,何國金.舊式數控銑床的性能升級及創新改造o】.組合機床與自動化加工技術,2012(7):92-95.
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

