


基于磨制精度的環(huán)形銑刀刃線幾何模型
2016-9-1 來源:哈爾濱理工大學機械動力工程學院 作者: 岳彩旭 李錄彬 計偉 陳濤 劉獻禮
摘要:環(huán)形銑刀在精密銑削淬硬鋼模具時,同球頭銑刀相比具有較高的切削效率,和平頭端銑刀相比具有較好的加工工藝性及已加工表面質量。為了精確磨制環(huán)形銑刀,通過對環(huán)形銑刀刃線進行理論分析,依據(jù)回轉刀具的幾何特征以及螺旋線的成形原理,推導出了環(huán)形銑刀等螺旋角的連續(xù)刃口曲線數(shù)學模型,所建立的刃線方程數(shù)學模型可精確表達周刃曲線與圓角曲線的幾何特征。結合所建立的刃線模型,采用Saacke五軸工具磨床對環(huán)形銑刀進行了磨制,刀具幾何參數(shù)檢驗結果表明磨制精度較高。
關鍵詞:環(huán)形銑刀;螺旋線;刃口曲線;五軸工具磨床
近年來,高強度淬硬鋼材料在汽車工業(yè)中被應用的比例不斷增加‘¨。能否對這些難加工材料進行高效加工直接影響中國汽車行業(yè)的發(fā)展。淬硬鋼其硬度高達58~63 HRC,是典型的難加工的材料。相對于球頭刀點接觸窄行加工形式,使用周邊切削刃與底面切削刃之間以-d,段圓弧過渡的環(huán)形銑刀加工淬硬鋼時,可以極大地增加切削平穩(wěn)性,提高加工精度、表面質量和切削效率Ⅲ。在刀具的設計和制造中,刀刃曲線的設計和刃磨加工至關重要,因為刀刃不僅決定了刀具的外形,而且對刀具的切削性能、加工質量起著重要作用口叫]。在環(huán)形銑刀的圓角回轉面設計方面,許多學者提出了不同的圓角回轉面設計方法。如鮑青山等通過回轉面的刃口曲線通式公式推導出了圓角回轉面的表達式[51;唐余勇等建立了帶圓角銑刀的回轉面曲線方程,并且根據(jù)在與經(jīng)線成定角定義下的刃口曲線求解公式,直接由刀具回轉面方程求出帶角圓的凸弧銑刀上角圓回轉面方程[6。7]。
本文為了精確磨制環(huán)形銑刀,從回轉刀具刃線出發(fā),根據(jù)廣義螺旋運動概念,建立了環(huán)形銑刀周刃與圓角刃的等螺旋角數(shù)學模型,并依據(jù)刃線模型得到環(huán)形銑刀的磨削軌跡,從而為環(huán)形銑刀數(shù)控刃磨加工提供理論依據(jù)和指導。
1、環(huán)形銑刀的應用
目前典型的數(shù)控銑削刀具主要有球頭銑刀、平頭端銑刀及環(huán)形銑刀等,如圖1所示。其中環(huán)形銑刀越來越多地被應用在汽車覆蓋件模具鋼的加工中。
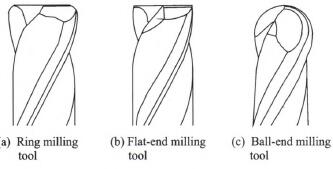
圖l數(shù)控銑削的常用刀具
球頭銑刀在切削過程中,球頭刀的底部為球形,因此具有自適應性(即刀具的法截線曲率半徑恒為刀具半徑)。這種自適應性使刀具的行距與干涉避免的計算都大為簡化。但其缺點是容屑空間小、底部切削效率低及切削速度不恒定,球頭銑刀的切削刃在不同位置處的切削速度不同,而且在接近球頭端點處的切削速度為零。正是這些局限性導致了球頭刀加工效率與表面質量難以提高。從
幾何學形狀來看,環(huán)形銑刀和球頭銑刀相比在加工面的表面粗糙度上具有明顯的優(yōu)勢。如果在獲得同樣高的加工殘余量理論高度(即獲取同樣的表面粗糙度)的前提下,與球頭銑刀相比,環(huán)形銑刀的步
距要寬數(shù)倍,所以可大大地縮短加工時間[8],如圖2所示。另外,如果同樣只是需要刀具的底圓角,在沒有干涉的情況下,可選擇更大的刀具直徑,這樣刀具的剛性也更好,如圖3所示。
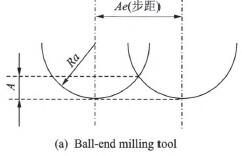
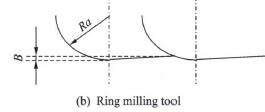
圖2球頭銑刀和環(huán)形銑刀表面粗糙度理論值的比較
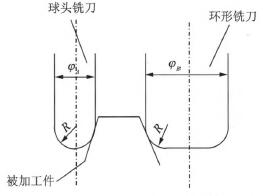
圖3:球頭銑刀和環(huán)形銑刀剛性比較
平頭端銑刀的切削刃是刀具的端面與側面的交界邊緣線,其局限性一方面是加工時刀刃易于磨損,另一方面是由于平底端銑刀真正起切削作用的是刀刃口與刀具端面的交點,因此加工后留下的表面粗糙度較大,增加了后續(xù)磨削工序難度。同時,平底銑刀在加工復雜曲面時也容易出現(xiàn)過切的現(xiàn)象,如圖4所示。
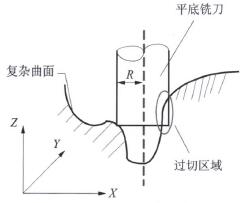
圖4 、平頭端銑刀加工復雜曲面時的過刀現(xiàn)象
綜上所述,環(huán)形銑刀同球頭銑刀和平頭端銑刀相比具有以下優(yōu)點:(1)切削性能好。環(huán)形銑刀沒有尖銳的切削刃,與平底刀相比,被加工表面粗糙度要小很多,表面質量好。(2)加工效率高。在獲得同樣的表面粗糙度的前提下,與球頭銑刀相比,環(huán)形銑刀的步距要寬數(shù)倍,所以總切削長度變短,可大大地縮短加工時間。(3)刀具壽命高,成本低。環(huán)形銑刀沒有尖刃,刀具磨損相對較小。
2、環(huán)形銑刀的幾何結構解析
環(huán)形銑刀是由3個部分組成,即圓柱側面、底面和圓角面。環(huán)形銑刀刀具結構各部分名稱如圖5所示。
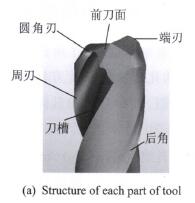

圖5環(huán)形銑刀
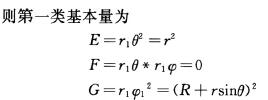
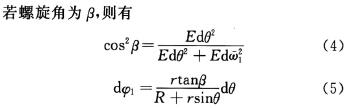
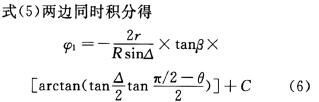
回轉刀具的刃口曲線常常采用等螺旋角算法‘9‘10],以下討論對等螺旋角環(huán)形銑刀刃口曲線建模,也包括周刃刃線與圓角刃線。圖6為環(huán)形銑刀坐標系。在坐標系中,以半徑為,.的角圓其圓心到Z軸距離為R。用刃線上任意點P依次旋轉0和妒角度來表達刃線的方程,其中0和9為刃I:1曲線方程的自變量。
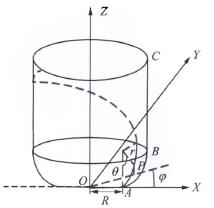
圖6環(huán)形銑月坐標系
當繞Z軸回轉時所得回轉面方程為
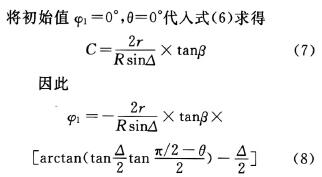
將式(12)代人式(9)可得與圓角回轉面上刃El連續(xù)的柱面上的螺旋刃口,且與其經(jīng)線成定角。將式(8,12)分別代人式(1,9)可分別得出等螺旋角圓角刃口曲線方程和圓柱回轉面上的刃口曲線方程。基于Matlab軟件對得到的環(huán)形銑刀的刃口幾何模型進行仿真,如圖7所示。
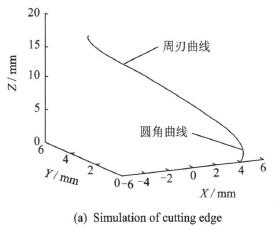
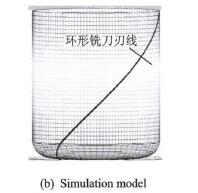
圖7刃口幾何模型仿真
3、環(huán)形銑刀刃口曲線的連續(xù)性分析
環(huán)形銑刀圓柱面上的螺旋線和底部的圓角曲線的過渡,以及前刀面的過渡是刀具設計、制造的關鍵,本文對環(huán)形銑刀等螺旋角圓弧刃刃口曲線與圓柱面上的周刃刃El曲線在交匯處是矢量相同進行了論證。
由前面推導可知,將式(8,12)分別代入到式(1,9),可得到等螺旋角圓角刃口虛線方程和圓柱回轉面上的刃口曲線方程。通過計算可得等螺旋角圓弧刃口曲線方程為
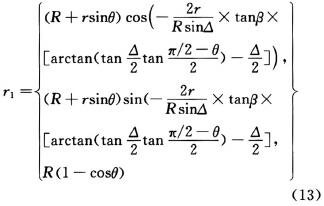
環(huán)形銑刀的周刃刃口曲線方程為
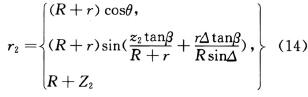
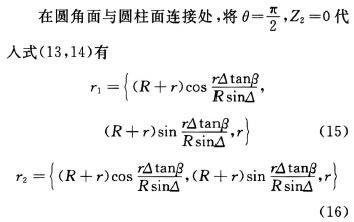
由式(15,16)可知:n=r。,即圓角回轉面和柱面上等螺旋角刃口曲線在連接處連續(xù),即環(huán)形銑刀在此處光滑過渡。圓柱面螺旋刃口和底部刃口曲線的光滑過渡保證了環(huán)形銑刀的磨制精度。
4、基于刃線方程的環(huán)形銑刀的磨制
為了驗證環(huán)形銑刀的磨制精度,基于所建立的環(huán)形銑刀的周刃、圓弧刃的幾何模型以及刀具幾何參數(shù)進行了環(huán)形銑刀的磨制,其中刀具的具體參數(shù)為r一2,R一4,L一16,口一30。,y=2。,a1=8。,口2—22。。利用Saacke五軸工具磨床的Numroto磨削軟件生產(chǎn)磨削軌跡,并對其進行仿真,保證環(huán)形銑刀周刃前刀面以及圓弧刃前刀面能夠光滑過渡,其仿真結果如圖8所示。最終運用Saacke五軸工具磨床對其進行磨制,磨制過程如圖9(a)所示,所得到的環(huán)形銑刀如圖9(b)所示。
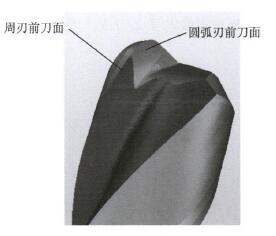
圖8環(huán)形銑刀麼削軌跡的仿真
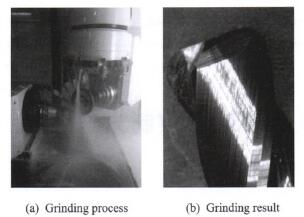
圖9環(huán)形銑刀磨制過程及結果
5、結束語
在淬硬鋼銑削工藝中,周邊切削刃與底面切削刃以一小段圓弧過渡的環(huán)形銑刀與球頭銑刀和平頭端銑刀相比,在加工精度、表面質量和切削效率方面具有較高的綜合優(yōu)勢。結合環(huán)形銑刀加工原理以及回轉刀具螺旋線成形原理的理論分析,本文建立了典型環(huán)形銑刀的圓角刃與周刃的曲線模型,該模型較好地解決了環(huán)形銑刀的刃形建模問題。基于所建立的銑刀模型,本文利用Saacke五軸工具磨床進行了環(huán)形銑刀的磨制,檢測結果表明刀具磨制精度較高。本文研究結果為環(huán)形銑刀的研制及切削性能的提高提供了理論基礎。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)