


數控車床車、銑功能加工應用
2016-10-27 來源:中航工業沈陽飛機工業(集團)有限公司 作者:劉清濤
摘要:為解決外形復雜、形位公差嚴格的內殼體零件加工難題,探究先進的數控車削加工技術,總結出了內殼體高精度零件的數控車、銑加工方法和工藝過程。
關鍵詞:數控車床 夾具 裝夾 加工方法
隨著機械加工手段的不斷提高,一些高新技術在機械領域得到廣泛的應用。如果在生產實踐中多動一些腦筋,不斷摸索采用先進的數控加工技術,使設備、人員能夠最大限度發揮作用,掌握新的加工方法,就能解決一些生產上的關鍵問題,并為今后新產品的研制積累經驗。
1 .零件簡介
內殼體零件是飛機載荷機構中主要的零件之一,該零件所用材料為鋁合金棒材,T1 狀態,此種材料有較復雜的化學成分組成,合金中含有銅、鐵、鎂、鎳、鈦等元素。材料耐熱性好,高溫強度高,無擠壓效應,應用廣泛。零件外圓矱35h8,內孔矱30,壁厚為2.5,四方30h9,且有對稱度0.025,同軸度矱0.05 等技術要求,可見此零件具有很高的精度,加工時只有合理地安排好工藝才能保證零件的精度要求。(見圖1)
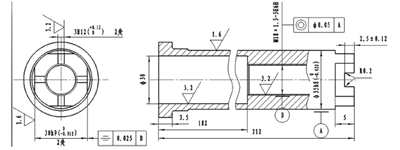
圖1 零件圖
2 .工藝方案的改進
該零件如果采用普通的機加設備進行加工,則所需工藝為:
工序50 銑工:銑切四方;
工序60 銑工:銑切4 處槽;
工序70 車工:鏜螺紋底孔,車倒角,車螺紋。
此零件由于有同軸度、對稱度的要求,按常規方法加工零件,在普通銑床上加工需要多次重復裝夾定位,很難保證精度要求,零件合格率極低。通過對HARDINGE51 數控車床特點、零件特性進行分析后進行試加工。該數控車床是一種功能較全的數控加工機床,具有車削、鏜削、鉆削等多種功能,并兼具有少許銑削功能。利用數控車床優勢,將原工序中的幾道工序合并、采用一次裝夾完成加工,改進零件加工工藝方案,保證零件的精度要求。
3 .工裝選擇
3.1 夾具的選擇
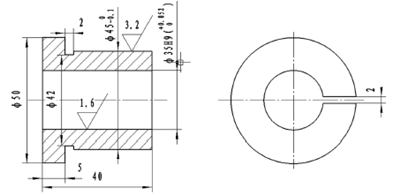
圖2 夾具圖
該零件壁厚2.5mm,屬薄壁零件,數控車床夾緊方式為液壓式,夾緊力過大,這樣裝夾,零件易變形,又損傷其表面粗糙度。針對這個問題,自制了夾具(見圖2)。采用該夾具裝夾時,既方便又能保證工件精度要求
。
3.2 刀具的選擇
為了滿足該工件的加工要求,選擇刀具如下:
T01:矱10 白鋼銑刀(加工四方)
T02:矱3 白鋼銑刀(加工凹槽)
T03:鏜刀(加工螺紋基孔)
T04:內螺紋刀(加工螺紋)
4 .精密四方、凹槽、螺紋的加工
4.1 銑四方30h9 ×30h9,對稱度要求0.025
此加工內容我們選擇銑削功能完成。除使用X 軸、Z 軸之外又選用C 軸,(即:極坐標插補法)指令為G112,由于工件在端面上加工,在數控車床上顯示為X、C 平面,X、C 編入程序所給的參數為坐標值。選擇極坐標插補法來完成程序,刀具轉速參數為S1200。根據銑削余量在刀具上選用矱10 三刃白鋼銑刀,刀具半徑大于或等于加工余量為好,進給量為F200,為保證工件粗糙度和質量,一般為順銑較好,根據極坐標插補規律,在程序上把C 值定為負值輸入,使主軸做正方向旋轉。為保證刀具不產生過切削和根據走刀方向在程序中加入了刀具半徑補償,即:(G41;為左補償)把刀具設定為反轉,即:M54。
編制銑四方的程序如下:
N1;
M98 P1; /子程序啟動/
T01; /刀具號/
X60.Z10.M23; /輸入偏置并啟動仿形方式/
G97 S1000 M54; /刀具轉速和方向/
C0.; /主軸定向到0°/
G1 G112; /啟動極坐標插補/
G41 X30.Z1.F100.;/啟動TNRC/
Z -5.F50.;
C -15.; /對零件加工/
X -30;
C15;
X30.;
C0.;
Z10.F200.; /刀具脫離零件/
G40 U20.; /取消TNRC/
G113; /取消極坐標插補/
M98 P1;
M1; /操作停止/
4.2 銑3H12 槽4 處
由于加工部位所需刀具直徑較小,易產生帶刀,故減小進給量,增加刀具轉數,轉數設定S2000,進給量F 為50,根據所設定的參數,加工出的零件能夠保證精度和粗糙度的要求。編制銑槽的程序如下:
N2; /程序號/
M98 P1; /啟動子程序/
T02; /刀具號/
X60.Z10.M23; /啟動仿形/
G97 S1000 M54; /刀具轉數及方向/
C0.; /主軸定向0°/
G1 G112; /啟動極坐標插補/
G41 X30.Z1.F300.;/啟動TNRC/
Z -2.5 F50.; /對零件加工/
X -30.;
C0.;
X0.;
C -15.
C15.;
C0.
Z10.F200.; /脫離工件/
G40 U20.; /取消刀補/
G113; /取消極坐標插補/
M98 P1;
M1; /結束子程序/
4.3 車螺紋基孔和螺紋,同軸度0.05,對稱度要求0.025
在加工四方和槽的基礎上車制螺紋不需重新裝夾。設定轉數為S600,螺紋為M18 ×1.5 -5H6H,齒高為1.5 ×2 ×0.6495 =1暢9485,程序上分多次切削加工。5 結語通過應用先進的數控加工技術、改進加工工藝,完成飛機載荷機構中主要零件的加工,取得了很好的效果。通過對此零件的加工實踐,充分認識到數控車床的高度靈活性、優越性。
5 .結語
通過應用先進的數控加工技術、改進加工工藝,完成飛機載荷機構中主要零件的加工,取得了很好的效果。通過對此零件的加工實踐,充分認識到數控車床的高度靈活性、優越性。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

