


淺析Intouch軟件在鋁鑄錠銑床電控系統中的應用
2020-4-21 來源: 中鋁西南鋁業(集團)有限責任公司 作者:黃友浩
摘要:傳統的工業控制操作一般通過操作臺的按鈕、開關進行設備操作,通過模擬屏的信號燈對現場設備狀況進行簡單的顯示,功能單一。通過具體的HMI界面開發實例,分析了Intouch組態軟件的功能,以及在某公司銑床上的應用實踐。
關鍵詞:鋁合金鑄錠;鋁合金熱軋;銑床; Intouch ;控制
0 前言
鑄錠銑床是鋁及鋁合金熱連軋生產線上的主要設備之一,經過銑削,去除鑄錠大面及側面的表面粗晶層和冶金缺陷,滿足后續的熱軋質量。鑄錠經傳輸機構運送至測量裝置測量,根據人工輸入銑削厚度與角度,經過自動計算后,銑削刀盤定位,然后開始銑削,自動化控制要求較高,需要一款功能強大且齊備的軟件與之對應。通過對比,我們使用了 Intouch 組態軟件。功能強大的Intouch 組態軟件在銑床中的應用對提高設備操作性、維護性,提高銑削產品質量與生產效率、降低成本有重要意義。
1 、傳統鋁鑄錠銑床存在的問題
傳統的操作臺主要實現系統控制方式的轉換以及設備的啟停,不能完成模擬量的輸入功能,功能簡單。同時,操作臺上的信號都采用PLC系統的輸入變量,需要通過電纜連接到PLC的輸入模塊。因此,PLC 系統需要擴展更多的輸入模塊,成本增加。此外,操作臺控制增加了操作人員的工作量,給操作人員帶來了很大的不便,不利于設備維護人員的日常維護。
信號狀態指示燈和報警燈則是由LED發光二極管等電氣元件組成,只能簡單地顯示各種設備的運行狀態,不能反映重要工藝參數的歷史趨勢以及重要設備的故障報警,不利于操作人員更全面地了解當前生產情況和設備運行狀況,給連續生產帶來不確定因素和故障點。
2 、人機界面技術
2.1 Intouch組態軟件介紹
目前使用較為廣泛的組態軟件包括Wonderware的 Intouch 軟件、通用電氣的 iFIX 以及西門子的WINCC。本文主要介紹 Intouch 軟件進行 HMI 的開發。HMI 軟件將傳統的操作員界面、過程的可視性、數據的采集和報警結合在一起,通過人機界面可以實現對現場設備的實時準確監控。也可以設置報警系統,當現場設備出現故障時,可以在報警畫面上及時準確地反映出來。對重要數據建立歷史趨勢圖,分析和積累數據,從而不斷完善生產工藝。
2.2 Intouch網絡結構及連接方式
Intouch和西門子的PLC采用以太網通訊,通過配置SIDirect DAServer TCP/IP方式實現和S7 PLC的通信。銑床Intouch網絡結構如圖1所示。基于Eth-ernet 以太網為核心 , 通過交換機互連 , 實現PLC400 與 Intouch 組態軟件的實時通訊。其中上位機1裝備Intouch的人機界面HMI作為生產人員操作設備,上位機2裝備Intouch的計算機作為外部實時顯示鑄錠厚度和銑屑主銑進刀量。
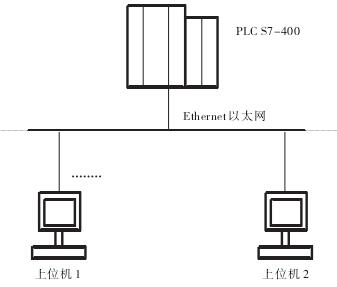
圖1 Intouch網絡結構圖
2.2 銑床人機界面的設計
銑床 Intouch 人機界面主要由控制部分、狀態顯示部分、報警部分和歷史趨勢部分等幾部分構成。
(1) 控制部分。控制部分主要包含主銑銑削量、側銑銑削量、側銑銑削角度和銑削速度。主要參數由人工手動給定,經鑄錠測量后跟測量數據一同參與計算,加入到模型計算后參與控制自動銑削過程,決定鑄錠銑削成型和質量。控制部分參數通過 Intouch 組態軟件與 PLC400 的連接,給定到 PLC程序塊中,參與銑削計算和控制過程[1]。
(2) 狀態顯示部分。Intouch 組態軟件可以將設備各部分運行狀態通過多種多樣的形式表現出來,十分豐富。某熱軋中心銑床HMI狀態顯示部分包括:主、側銑電機、破碎機、吸屑風機運行電流;各電機運行速度、繞組溫度、軸承溫度、聯軸器溫度;主、側銑刀盤位置;工作臺運行速度、位置;鑄錠厚度和銑屑主銑進刀量;鑄錠狀態跟蹤;各潤滑裝置和液壓系統油箱油位和油溫;測量裝置頭部、底部、中部、左右兩側測量針相對位置;聯
鎖狀態等[2]。
(3) 報警部分。報警系統包括故障報警和超限報警。有報警產生時,相應部分的顏色由綠色變成紅色,直到異常情況消失為止,同時記錄報警產生的時間和原因。針對報警,操作臺上安裝有復位按鈕。報警內容主要包含有:主、側銑電機、破碎機電流超限;各電機運行電流、繞組溫度、軸承溫度、聯軸器溫度超限;主、側銑刀盤位置、電機運行速度超限;工作臺運行速度、位置超限;鑄錠厚度和銑屑主銑進刀量超限;各潤滑裝置和液壓系統油箱油位和油溫超限;主、側銑銑削保護值;系統各部分壓縮空氣壓力值;工作臺行走電機編碼器狀態;工作臺潤滑泵電機狀態;工作臺齒輪箱運行狀態;急停開關狀態;工作臺輥道運行狀態;出口輥道安全防護裝置閉合;吸屑風機變頻器狀態;安全防護觸發狀態等。
(4) 歷史趨勢。趨勢曲線包括實時趨勢曲線和歷史趨勢曲線兩種,實時趨勢曲線反映的是變量數值當前的變化情況,并且可以根據時間的推移,自動刷新到當前時間;歷史趨勢曲線提供查看歷史數據的圖形化方法,可以細分到某一段很短的時間,所以可以對數據進行分析和打印。在該歷史趨勢界面上,可以觀察從當前時間到過去若干天的所有已添加進歷史定義標簽的歷史趨勢。實時趨勢曲線則反映了系統數據在當前時刻的瞬時值及參數的變化趨勢,可以對現場采集的模擬量做出相應的實時趨勢表格。通過實時趨勢或者歷史趨勢曲線可以很方便地獲取當前或者歷史設備監控部分運行參數和狀態或鑄錠銑削過程和質量,方便掌控銑床設備運行參數和生產工藝曲線,動態地進行設備調整和工藝的修改。
3、 HMI技術發展趨勢
當前,各種新技術不斷被應用到組態軟件領域。組態軟件的 IT 化趨勢明顯,大量的最新計算技術、通訊技術、多媒體技術被用來提高組態軟件的功能。新型組態軟件具有以下幾個特點:
(1)以網絡技術為中心。自動化系統的數據量達到一定范圍后,現有組態軟件舊的網絡模式已經無法滿足系統的需要。組態軟件不僅要能夠方便地構建可伸縮的網絡分布式系統,同時,也要能夠靈活地選擇整體系統的架構,實現復雜的監控系統方案。
(2)Internet和遠程增強。新型組態軟件不僅可實現遠程監控,還能夠將局域網內實現的功能延伸到 Internet 上,不僅完成信息的瀏覽和監控,而且可以構建跨地區的大型系統,具有遠程的數據監控、管理、協同、診斷等功能。
4 、結語
該HMI界面已成功運行,操作更加便捷,大大提高了工作效率。當設備出現故障時,也可以通過報警畫面更快地了解故障信息,及時排除故障,有效保證生產連續,提高銑床生產效率。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

