


我廠有一臺漢川XK714數控鉆銑床,配備西門子802S數控系統,系統ECU硬件和顯示器組件損壞,但機床的驅動器、步進電動機和硬件電路還完好,機械部分加工精度良好,現對其進行改造。
1. 數控系統的選用
常見的數控系統有西門子802S base line、西門子802D系統、FANUC 0C/0D等系統。在此選用西門子802S base line系統,它是西門子802S系統的升級產品,能夠控制2~3個步進電動機和一個伺服主軸或變頻器,連接步進驅動STEPDRIVE C/C+,利用機床原有部件,僅需要對系統參數和PLC程序做編輯設定,就能夠滿足生產加工要求。
2. 改造前的準備工作
XK714數控鉆銑床要求數控系統能控制X/Y /Z三個進給軸,通過變頻器實現主軸電動機電氣調速。由于機床的損壞導致系統機床數據及PLC梯形圖遺失,通用性便利無法利用,因此要根據西門子802S base line系統的功能和接線要求對梯形圖進行重新設計、修改,以滿足該機床原有的動作控制要求及加工工藝要求。
3. 改造實施
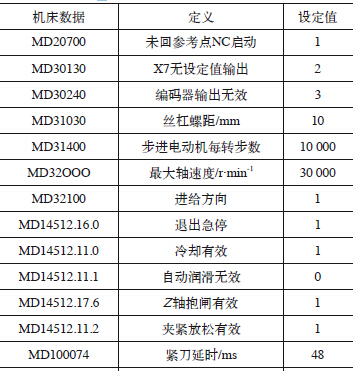
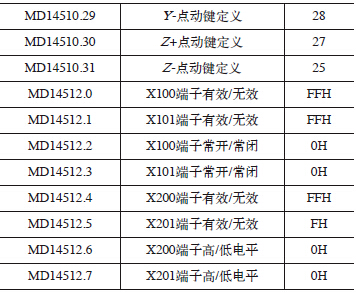
(1)機床技術配置 根據機床的加工工藝要求將控制系統設置銑床配置。首先用V24軟件將個人PC與控制系統連接起來,打開控制系統直到成功導入,然后在通信菜單中設定缺省值,按“啟動輸入”,最后選擇用于銑床的技術配置文件TECHMILL.INI并用WINPCIN將它傳入控制系統,文件傳送正確后,調試開關至位置“0”執行上電。系統配置已經更改完成,缺省為3個坐標軸(X/Y /Z 軸)、1個主軸,無移動軸、G17等。完成上述配置以后,再對數控系統的主要控制參數、PLC功能參數進行設定,本機床的部分主要設定數據如表1所示。
表1 機床部分主要設定數據

(2)系統的接線 遵照《安裝調試手冊》中CNC控制器與步進驅動STEPDRIVE C/C+和步進電動機的連接。注意驅動器側接線組號的區別,I/O端X100/X101、X200/X201接口有效,如圖1所示。
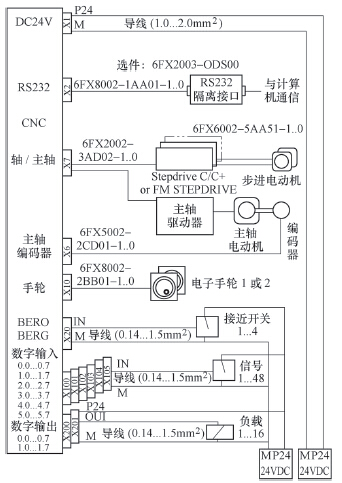
圖1 系統接線圖
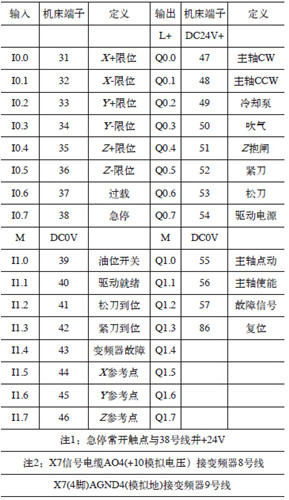
(3)輸入/輸出地址分配及定義 所有I/O地址的定義都要符合原電路設計,方便此后維修人員的維修作業。根據新采購的變頻器接線控制要求,主軸轉速指令以0~10V電壓由系統X7模擬量接口輸出至變頻器,主軸正反轉、制動等PLC輸出信號引入變頻器數字使能端;變頻器過載、復位等信號引入PLC輸入端;回零減速開關信號引入X20專用端子;預留冷卻輸出,Z 軸為重力軸帶抱閘,主軸潤滑、導軌潤滑采用自動控制,其他I/O地址不變,部分I/O地址如表2。
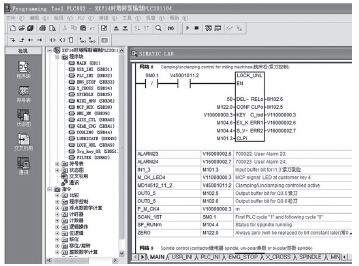
圖2 程序中文注釋圖
表2 XK714 I/O地址表
(4)PLC梯形圖的編輯 在個人PC上打開標準梯形圖,根據802S/C/D PLC子程序庫應用指南,重新編輯生成梯形圖。它包含14個網絡,包括I/O信號映射處理、急停控制、X/Y /Z 軸使能控制、松緊刀控制、單極性模擬變頻主軸控制等,并根據重新設定的I/O表對加工中涉及到程序進行編輯修改,并對各網絡進行中文注釋,如圖2所示。編輯完成后, 配做了九針通信電纜, 連接RS232通信接口,設定存取權限、RS232通信參數,系統側Step7連接通,從PC下載至機床,把機床機械鎖定,試運行此PLC程序正常。
(5)調試及運行 本次的改造是在原機床電路的基礎上進行的,充分地保持了機床電路的完整性,機床的硬件連線只需要進行簡單的梳理,因此軟件部分的設計完成后,需要對機床進行調試運行。
先對強電部分進行模擬試驗,斷開數控系統到電器柜的連接,測試和調整電器柜內強電電路和控制電路無異常;然后將電源引入數控系統,通過模擬輸入信號判斷輸出狀態是否正常。上述工作完成后對機床進行分步調試,恢復數控系統與電器柜的連接進行調試:①手動方式下移動X 、Y 、Z 軸,檢驗行程開關是否可靠;并旋轉主軸以及松、緊刀。
②回零方式下驗證坐標軸回零是否正常、準確,設定軟限位行程。③MDA方式下輸入指令驗證坐標軸的進給、聯動;主軸正反轉及轉速。④自動方式下運行試機程序觀察機床動作運行狀態是否正常。⑤進行必要的精度檢驗,修改設定坐標軸反向間隙,裝夾零件進行試切削,跟蹤調整合格后交付使用。
4. 今后維修中的注意事項
SINUMERK802S base line系統的維修非常方便。在使用中出現的機床故障絕大部分是外部的信號開關、接觸器、繼電器控制或聯鎖電路造成的,相關的開關信號、聯鎖觸點信息均已寫入程序,并設置了相應的報警文本,出現異常便于排查;對于干擾等引起的系統的故障可通過重啟系統解決,如果系統復位后仍存在,應檢查相關控制參數是否被誤改變化、外部電路是否正常。
由于系統采用的是開環控制系統,對步進電動機的失步并不能實時監測,所以要經常檢查機械傳動負載、協調工藝加工在合理范圍。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

