


摘要 : 本文先是通過對孔加工過程中專用夾具的設計分析,結合孔加工的特點分析,提出了孔加工過程所面臨的問題,總結了進行孔加工的有效方法。實踐證明,本文所提出的深孔加工工藝在實際生產中對保證的精度和質量,取得了極好的效果,同時也大大提高了提高生產效率。
1 引言
制造業作為現代國民經濟發展的基礎展業,一直以來都在整個國民經濟體制中扮演著重要角色。作為機械工藝行業來說,促進工藝和夾具技術改革是重中之重。伴隨著當前全球經濟一體化的飛速發展,我國制造業也是再以驚人的速度發展進步,這對于處于又一個在新時期里的機械加工領域提出了新的挑戰。而對于孔類工件加工,尤其是深孔類,多個均布孔工件的加工,改善加工條件、提高工作效率,也是一個新的挑戰。具有孔加工工藝的工件在航空航天、裝備制造、汽車、工礦以及各種工農機械設備中都有及其普遍的應用。
在大部分的工件上,對孔加工的精度和質量都有極高的要求,也加大了孔加工的難度。加工孔類,尤其是深孔時,工件的加工部位會與刀具長時間接觸,這勢必會導致加工時溫度過高的問題 。因為加工空間極為狹小,冷卻液進入加工面,以及鐵屑和冷卻液的流出都是極為困難的。在鉆頭鉆削過程中,溫度的不斷升高使端頭的耐用度降低,容易產生切屑阻塞,導致鉆頭折斷,在目前的日常生產中,在鉆孔過程中鉆頭折斷也是很頻繁的事件。這對產品品質和不合格率都有著極大威脅。
因此,對孔加工方法進行研究,有著重要的實際應用意義。下面以一個實例介紹孔加工過程中夾具的設計實例說明。
2 、深孔加工實例分析
制造業作為現代國民經濟發展的基礎展業,一直以來都在整個國民經濟體制中扮演著重要角色。作為機械工藝行業來說,促進工藝和夾具技術改革是重中之重。伴隨著當前全球經濟一體化的飛速發展,我國制造業也是再以驚人的速度發展進步,這對于處于又一個在新時期里的機械加工領域提出了新的挑戰。而對于孔類工件加工,尤其是深孔類,多個均布孔類工件的加工,改善加工條件、提高工作效率,也是一個新的挑戰。具有孔加工工藝的工件在航空航天、裝備制造、汽車、工礦以及各種工農機械設備中都有及其普遍的應用。
在大部分的工件上,對孔加工的精度和質量都有極高的要求,也加大了孔加工的難度。加工孔類,尤其是深孔時,工件的加工部位會與刀具長時間接觸,這勢必會導致加工時溫度過高的問題 。因為加工空間極為狹小,冷卻液進入加工面,以及鐵屑和冷卻液的流出都是極為困難的。在鉆頭鉆削過程中,溫度的不斷升高使端頭的耐用度降低,容易產生切屑阻塞,導致鉆頭折斷,在目前的日常生產中,在鉆孔過程中鉆頭折斷也是很頻繁的事件。這對產品品質和不合格率都有著極大威脅。因此,對孔加工方法進行研究,有著重要的實際應用意義。
下面以一個實例介紹孔加工過程中夾具的設計實例說明。
如圖1所示,工件中分別均布6xΦ13、4xΦ10、2xΦ10通孔,其中以4xΦ10通孔為深孔,加工難度較大。在定位方案中,以軸孔為主要定位基準,限制4個自由度,以軸孔端面為止推基準,限制2個自由度,如下圖所示。軸孔限制X軸的移動和轉動、Z軸的移動和轉動,軸孔端面限制Y軸移動和轉動。
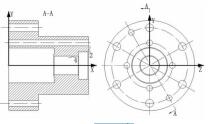
圖1 定位方案
此方案是按照基準重合原則確定的,不存在基準不重合誤差,有利于保證加工精度,夾緊力可以抵消部分切削力,有利于提高夾緊剛性。
導向元件采用鉆模板配合鉆套配合使用,考慮到鉆套磨損后可以更換,所以選擇標準結構的可換鉆套。鉆套至工件表面的距離按(0.3~0.7)d選取。考慮到本加工工序加工時鉆頭較細,為防止切屑空間,故鉆套至工件表面的距離取的偏大。軸孔應用圓柱心軸進行定位,與開口壓蓋配合進行夾緊,能保證軸孔與心軸接觸良好,定位誤差小,而且結構簡單,操作方便,可最大限度縮短輔助時間,提高生產效率。
夾具體底板采用鑄造夾具體鋼套鉆孔鉆模,支架與底板通過螺栓連接連成一體構成夾具體。夾具體底板的底面作為安裝基面,垂直安裝定位心軸,兩側安裝左右立板,最上面安裝鉆模板。定位心軸與夾具體底板采用過盈配合,鉆模板與夾具體立板用鉸鏈軸鏈接。夾具體裝備時,待鉆模板位置調整準確后,再擰緊螺釘。此方案結構緊湊,安裝穩定,具有較好的抗壓強度和抗振性。
對該結構方案進行精度分析和估算,影響位置度的定位誤差根據基準分析小于工件相應位置度公差;導向誤差方面,由于工件是以夾具上的底板面等為限位基面,使用的是快換鉆套,故導向誤差為0;因夾具在機床上的安裝不精確而造成的加工誤差。稱為夾具的安裝誤差,因為該夾具的安裝基面為平面,沒有安裝誤差;總體分析,符合精度要求。
機械加工工序繁多,下一步工作必須是建立在上一步質量合格的基礎上,因此對加工過程中的每一個環節都必須是高要求高標準,特別是在加工工藝方案的制定和夾具設計階段,要考慮周全,盡量是加工操作簡單化。在夾具設計階段,是最終獲得好的產品質量和精度的重要保證,作為制造過程的核心,加工工藝和夾具設計必須要嚴格把關,進行技術革新,推動技術發展。工藝過程關系到產品是否可以使用,是非常重要的。目前,我國在的機械制造行業還處于發展階段,我們需要不斷總結經驗,積極學習國外先進技術,將國
外新技術引用到國內生產實中來。
3 、結語
本文在分析孔加工方法及加工特點的基礎上,總結了提高其加工效率與質量的改進措施。在機械加工過程中,還有許多值得探討與改進的地方,需要不斷改進與總結,以達到最好的利益收益。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

