


小型多功能鉆床的PLC改造
2019-6-11 來源:廣東省工商高級技工學校 作者: 胡元慶
【摘要】通過改造韶關市博云機械設備有限公司一臺多功能鉆床,來介紹如何利用PLC來改造設備的步驟。在設備改造過程中,首先要確定被控制對象及其供電類型,根據現場所輸入的信號的多少,然后確定PLC的種類以及其I/O點數;再根據原有機床的動作特征,編寫實際程序,最后上機調試并確定最終程序。經過調試程序,符合廠家的設計要求。
【關鍵詞】PLC;鉆床;供電類型;改造;I/O
一、改造項目介紹
韶關市博云機械有限公司有一臺老舊的多功能鉆床,但該鉆床目前存在以下問題:由于控制模塊的故障,目前也無法進行設備鉆孔的操作。這臺設備原產地為臺灣,控制模塊在國內目前沒有相應的替代產品,要想維修控制模塊只能將這個模塊寄到原產地進行更換,要進行這個操作首先對該設備報關操作,另外還要將設備款先打過來,整個操作周期順利的話,也要一個半月時間。在這一段時間內,這臺設備要停產,而目前又是生產的旺季,停產會帶來較大的損失。工廠的管理人員找到我,希望對該設備進行改造,并提出下面的改造要求:
1、改造的時間越短越好。
2、要增加電壓指示功能和相應工作指示燈。
3、系統要有急停功能。
4、另外系統要有當天鉆孔次數的顯示。
5、要有手動功能和自動功能。
6、可以通過觸摸屏和外部按鈕雙重操作控制。
我接到這個任務后,首先來到設備所在的車間,找到相應設備的管理人員,向其咨詢設備的相關的圖紙,由于該設備為多手設備,已經被轉賣多次,原始資料都已經缺失,無法借助技術資料確定I/O點,通過現場觀察和咨詢設備管理人員,確定共有7個輸入點,6個輸出點控制系統5個電動機,一個為潤滑電動機,只有單方向動作;一個為傳送帶電動機,只有單方向動作;一個為上下電動機,具有雙向動作;一個為鉆頭電動機,只有單方向動作,鉆頭電動機和上下電動機不能夠同時動作;最后一個為控制液壓油的電磁閥,輸出點的供電電壓均為交流220V,最終決定使用FX2N-24MR的PLC和三菱GOT1000觸摸屏。
二、電路設計
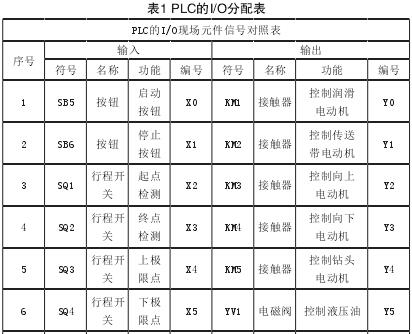
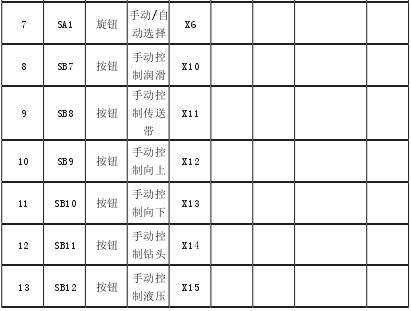
1、根據多功能鉆床的設計要求,PLC的I/O分配如表1所示.
2、小型多功能鉆床的PLC改造控制系統的電氣原理圖
根據廠家提出的要求,結合現場觀察的結果,最終形成小型多功能鉆床的PLC改造電氣原理圖如圖1所示。
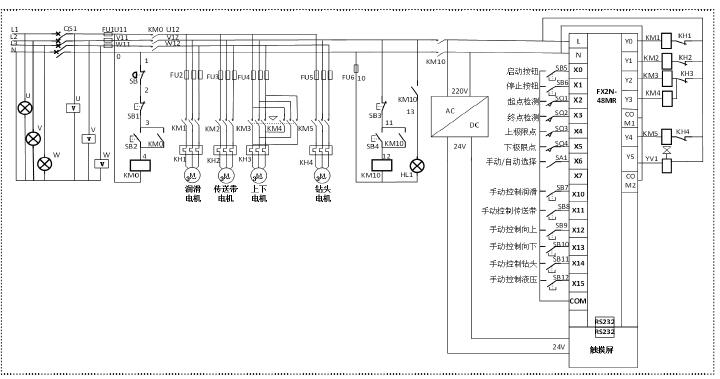
圖1 小型多功能鉆床的PLC電氣原理圖
當系統啟動后,U、V、W三相電源指示燈亮,代表電源已經進入。合上電源開關QS1,三相電源電壓指示儀表開始工作。合上SB2,KM0得電自鎖,KM0的主觸點閉合,此時三相電源供電給整
個系統的主電路和控制電路。按下SB4,KM1得電自鎖,KM1的主觸點閉合,此時將單相電源供電給
PLC和直流電源,直流電源輪換后的24V直流電壓給觸摸屏GOT1000進行供電。到現在為止,整個
控制系統才啟動完成。與其配成程序如圖2所示。
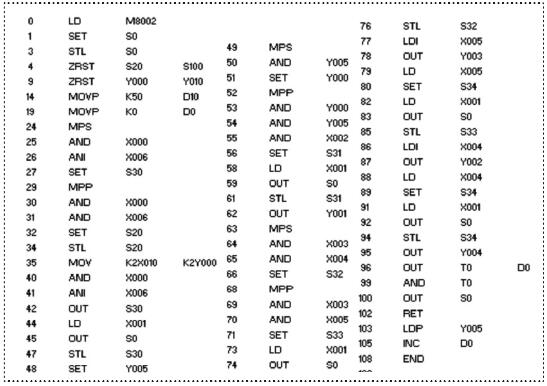
圖2 PLC程序指令表
3、程序簡單分析
在啟動之前要完成供電系統的給電,HL1指示燈要亮。在控制系統啟動前,要選擇工作方式,當SA1處于閉合狀態時,控制系統處于手動控制狀態,整個控制系統手動狀態可以從觸摸屏上啟動,也可以從控制柜上的啟動按鈕啟動。在手動狀態下,按下SB7,手動控制潤滑電機;按下SB8,手動控制傳送帶電機;按下SB9,手動控制電動機向上運動;按下SB10,手動控制電動機向下運動;按下SB11,手動控制鉆頭電動機;按下SB12,手動控制液壓電磁閥動作。想退回手動狀態,只要將SA1斷開,再次按下啟動按鈕系統就會進入自動控制狀態。從時傳送帶的起點檢測開始檢測有沒有要加工的產品,當檢測到有產品時,則傳送帶向前運動,當終點檢測開關檢測到有有待加工的產品存在時,根據上下電機所在位置,讓待加工產品向上或向下運動,到達指令位置,鉆頭電動機開始動作。鉆孔的深度由時間來決定,這個時間在程序初始化的時候就有一個初始值,這個是通過運算得到,鉆頭電動機的圖1 小型多功能鉆床的PLC電氣原理圖速度是一定的,這個速度和時間的積就是鉆頭鉆孔的深度,這個值也可以從觸摸屏上設置。也就說,鉆孔的深度可以直接從觸摸屏上控制。到此為止是多功能鉆床的一個動作周期,在鉆床設備上的待加工不管在設備的任何位置,只要按下停止按鈕,系統回到初始狀態,等待下一個要加工產品的出現。由于設備在運動中途停止,而上下電機沒有回到極限點停止運行,再次啟動設備的時候,一定先手動將上下電機回到極限點。在開機這段時間內,鉆頭電機鉆孔的個數將會在觸摸屏上顯示。
三、總結
按照圖1所示的電氣原理圖,做好電氣柜,將做好程序通過數據線下載到PLC,做好的觸摸屏的畫面傳送到觸摸屏,做好這些準備工作。開始調試設備,首先測試外部動作,選擇好手動操作控制一切正常;然后選擇自動操作,也是一切正常。從開始設計,到設備完成共計用時一天半,也符合博云機械設備廠家的所提出幾點設計要求。至于廠家提出其它要求,在我設計的電氣原理圖當中也都實現了。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

