


特大型轉盤軸承徑向油孔數控鉆床電控系統設計
2021-3-25 來源:- 作者:秦永晉 付力揚 郭亮 陳志勇
摘要:為進一步提高風力發電機核心部件偏航軸承和變槳軸承的生產效率,針對使用的特大型轉盤軸承徑向油孔加工工藝特殊的特點,研制了特大型轉盤軸承徑向油孔數控鉆床。基于臺達PLC和人機界面作為控制系統,使用位置控制完成鉆孔、分度、攻絲的工作循環,提高了加工精度和生產效率,降低了工人的勞動強度。該設備每日可加工軸承40余套,年產值超過1千萬元。
關鍵詞:徑向油孔;數控鉆床;可編程控制器;人機界面
0 引言
特大型轉盤軸承,是一種能夠同時承受較大傾覆力矩和軸向、徑向負荷等綜合載荷的大型軸承,它的這種特性使其集傳動、旋轉、固定、支撐等多種功能于一身,多應用于風力發電、港口機械等大型回轉裝置上。特大型轉盤軸承一般帶有安裝孔、潤滑油孔、內齒圈或外齒圈以及密封裝置。它的潤滑油孔分布在軸承的外圈徑向上,油孔一般是階梯孔,有的孔還需要攻絲。
以圖 1 所示的某型號風電特大型轉盤軸承加工為例,采用的工藝為鉆螺紋底孔,鉆沉孔,鉆注油底孔,攻絲。
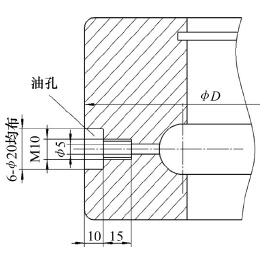
圖1 轉盤軸承套圈油孔
在國內,特大型轉盤軸承套圈的安裝孔、齒面以及溝道的加工都已經有了專用加工設備,但對于轉盤軸承徑向油孔的加工則依然使用鉆床或搖臂鉆,先人工分度劃線,再進行裝夾,固定在工作臺座上,最后孔加工,這樣加工不僅分度和定位精度得不到保障,工件裝夾困難費時費力,同時自動化程度低、加工效率低下。為了解決上述問題,特設計特大型轉盤軸承徑向油孔專用數控鉆床來進行徑向油孔的加工。
1 、設備結構
機床結構簡圖如圖 2 所示。設備加工工序有鉆孔和攻絲,可以進行回轉運動和水平直線運動,主要由床身部件、回轉工作臺、電氣控制系統、液壓系統、冷卻系統和拖板部件等8部分組成采用臥式結構,床身固定在地基上并支承工作臺,由可編程控制器和人機界面控制拖板的進給運動、主軸的切削運動、工作臺的分度動作。

圖2 機床結構簡圖
設備加工流程為:(1) 工件吊裝到臺面;(2) 手動更換刀具;(3) 定位、夾緊一次完成;(4) 回轉工作臺自動分度;(5) 依次鉆底孔、沉孔,再攻絲。該設備具有自動找正、自動夾緊功能,采用可編程控制器和人機界面控制,相比普通鉆床或搖臂鉆床自動化程度高、定位準確、數控進刀、高速切削,大大提高了加工精度和生產效率,降低了工人的勞動強度[1-2]。
2 、電氣系統組成
該設備的動力系統由 6 大部分組成。主軸伺服電機負責完成刀具的旋轉,進給伺服電機完成刀具的進給,旋轉伺服電機完成轉臺分度,液壓電機負責軸承夾緊固定,冷卻冷卻電機負責切削時冷卻、排屑器電機完成排屑工作。機床電機及伺服驅動器接線如圖3所示[3]。
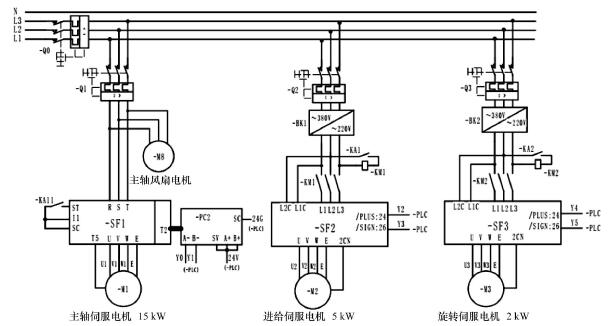
圖3 機床電機及伺服驅動器接線圖
2.1 PLC 控制系統
為保證攻絲的精度,主軸電機采用了位置控制;拖板的進給和轉臺的分度都要求位置精確,進給伺服電機、旋轉伺服電機也采用位置控制模式,所以選用的PLC至少要具有3組高速脈沖輸出的功能。經過比較,最后采用中達電通股份有限公司的 EH2 系列的 PLC 作為主要控制系統。EH2 系列主機是有 2 組 AB 相200 k Hz 脈沖輸出、2 點 200 k Hz 脈沖輸出的可編程序控制器,PLC的具體型號為DVP40EH00T2 ,輸入輸出點數為40點。由于無法滿足鉆床的輸入輸出點數,所以增加了1 個 DVP16HP11T 輸入輸出各 8 個點的模塊。圖 4 所示為 PLC 的接線圖[4-5],PLC的輸出點Y0-Y7是高速脈沖和方向輸出端,把輸出點Y0和Y1用來接主軸伺服驅動器的脈沖輸入;輸出點Y2和Y3接進給軸伺服驅動器的脈沖輸入,輸出點Y4和Y5接旋轉軸伺服驅動器脈沖輸入。

圖4 PLC接線圖
PLC擴展模塊接線圖如圖5所示[4-5]。
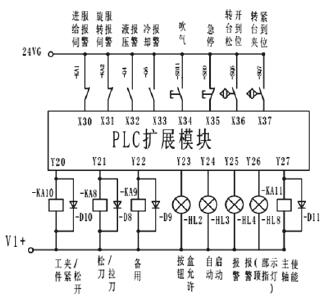
圖5 PLC擴展模塊接線圖[4-5]
程序設計流程圖如圖 6 所示。圖 7 所示為 PLC 回原點程程是進給軸和旋轉軸的回原點指令。臺達PLC可編程邏輯控制器在使用原點回歸指令有特殊要求,原點回歸開始時的速度,EH/EH2/SV 主機 16 位指令可指定范圍 10~32 767 Hz,32 位指令可指定范圍 10~200 000 Hz。原點開關的輸入點只能使用X10~X17中的一個,EH/EH2/SV 主機若是指定外部輸入X10~X17以外的裝置
X、Y、M、S ,因其會受掃描周期影響,故會造成原點位置偏離,且不可與 DCNT、PWD 指令指定相同的X10~X17 輸入點[6]。
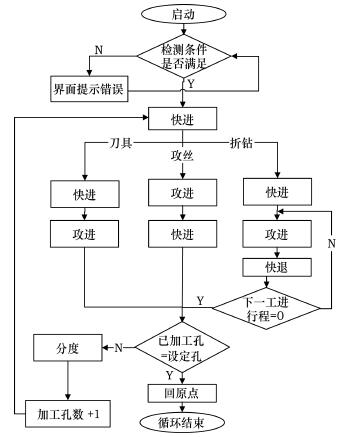
圖6 程序設計流程圖
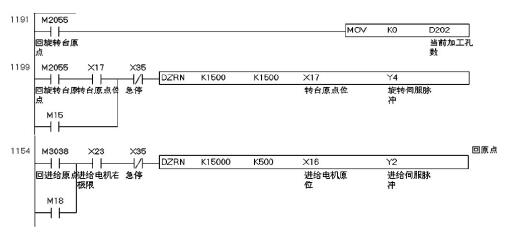
圖7 PLC回原點程序[7]
2.2 人機界面控制系統
選用中達電通股份有限公司的DOP-B系列人機界面作為主要控制系統。控制器型號為 DOP-B10S115,屏幕尺寸為10.1 寸,65 536 色液晶顯示面板。直流 24 V 供電。具有精細高畫質的顯示,它還有強大的控制器支持性,除了支持臺達全系列自動化產品外,還可與歐姆龍、西門子、圖6程序設計流程圖三菱等30多家廠商的PLC或設備進行通訊。另外,它還有豐富多樣的外圍,除標準的串行通訊接口 RS232/RS485/RS422 外, DOP-B 人機還支持 USB、以太網、音效、SD 卡接口,它便利的宏指令和配方功能使編程更便捷[7]。
啟動鉆床后,調整界面如圖8所示,在此界面完成鉆床的相關調整動作,并通過各開關顯示鉆床是否調整到位。圖9所示為刀具選擇界面,界面采用了觸摸屏的配方功能,把各刀具相對應的參數保存在斷電保護單元里,方便操作工調取各參數。
圖10所示為鉆床的主界面,鉆床調整完成后,開始自動加工時一般停留在主畫面,首先進行孔數設定,加工時畫面可以顯示圖上信息。圖11所示為觸摸屏角度設置界面,圖12所示為觸摸屏折鉆參數界面,都是為了方便操作工現場靈活調整在雜加工情況下的各種要求,并且最多可以一次加工 6 個油孔。圖13所示為觸摸屏報警界面,共有7種報警項目,可以保存100條歷史報警信息,方便操作工迅速發現問題并解決問題[8]。
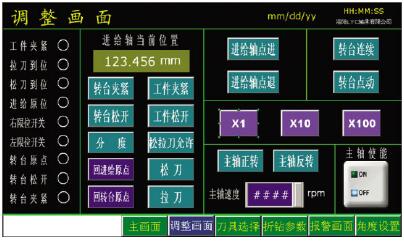
圖8 觸摸屏調整界面
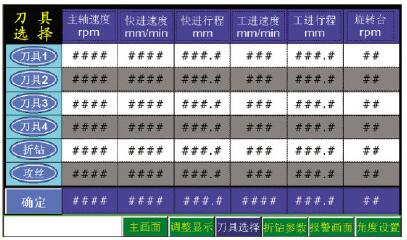
圖9 觸摸屏刀具選擇界面
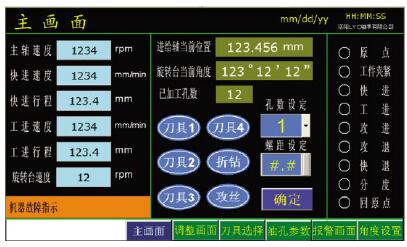
圖10 觸摸屏主畫面界面

圖11 觸摸屏角度設置界面

圖12 觸摸屏折鉆參數界面
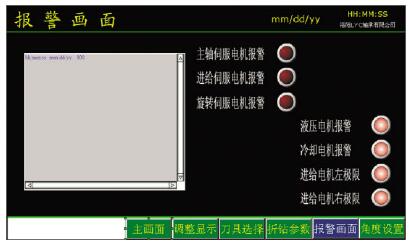
圖13 觸摸屏報警界面
2.3 位置控制及電子齒輪
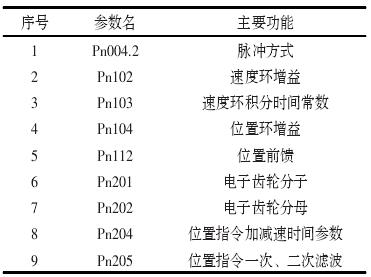
該設備使用的 3 臺伺服電機都采用了位置控制模式,可以對速度和進行位置嚴格控制。現階段位置控制普遍應用在各種定位場合,可以直接或間接替換各種步進傳動系統。伺服控制器通過接受程序脈沖信號來進行位置控制,脈沖數量決定了位置,脈沖頻率控制了電機的運行速度。一個脈沖對應的位置參數量,取決于電子齒輪本身參數以及設備機械結構的設計。位置控制中可能用到的參數[9]如表1所示。
表1 位置控制中可能用到的參數
機床使用了位置控制模式,于是電子齒輪比的設置就至關重要,它決定了機床的定位精度和加工精度。使用電子齒輪設定將一個脈沖對應到一個位置當量上。可以根據機械減速比等設置好電子齒輪,如指令單位與機械需要移動的位移匹配。設定電子齒輪本質上只要知道電機軸旋轉一圈,控制器發的脈沖數 (齒輪分母 Pn202)、編碼器分辨率 (齒輪分子 Pn201)。
PRONET編碼器為17位串型編碼器,即分辨率131 072 P/R。如:PLC要求1000脈沖一圈,電子齒輪比為Pn201/ Pn202=131 072/1 000。以進給軸為例,進給軸的減速比為5,滾珠絲杠的節距為10 mm, 1 指令單位為 0.001 mm,編碼器脈沖為 2 500 P/R,根據圖14所示電子齒輪比的計算原理:
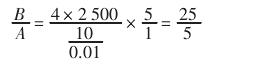
0.01×51=255所以,Pn202為5,Pn201為25。對于旋轉軸而言,旋轉軸的減速比為360,1指令單位為0.005°,編碼器脈沖為 32 768 P/R,根據圖 14 所示電子齒輪比的計算原理。
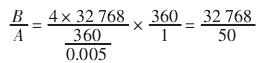
所以,Pn202為50, Pn201 為32 768。
設置好各參數后,要進行斷電確認。鉆床內部圖如圖15所示。
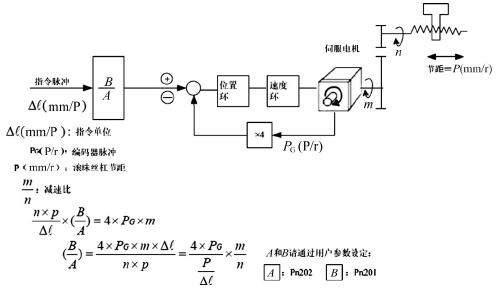
圖14 電子齒輪比計算
圖15 鉆床內部圖
3 、結束語
該油孔鉆床采用達電通股份有限公司的 EH2 系列的 PLC和DOP-B系列人機界面作為控制系統,采用交流伺服系統的位置控制模式保證機床的加工精度。機床的研制成功實現了特大型轉盤軸承徑向油孔的自動加工,提高了加工精度和效率讓企業對相關市場占有率大大提高。設備每日可加工軸承40 余套,年產值超過 1 千萬元。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

