



車床縱向進給裝置 的設計
2021-10-11 來源:天水星火機床有限責任公司 作者: 洪春萍
摘要: 設計了一種能夠實現長行程的車床縱向進給裝置,將普通的滾珠絲杠螺母更改為雙齒輪與床身齒條嚙合,達到傳動目的。這一裝置采用雙齒輪齒條消隙結構,通過碟簧預緊迫,使齒輪產生軸向位移,有效消除進給運動的間隙,能夠消除正反轉間隙,保證傳動精度。所設計的車床縱向進給裝置具有性能可靠、結構簡單、調整方便、性價比高等優點,對車床的縱向進給傳動系統具有普遍適用性,特別適用于重型臥式車床的縱向進給傳動系統。
關鍵詞: 車床 縱向進給 設計
1、 設計背景
隨著我國機床行業新產品持續發展更新,大重型及長行程機床的需求量不斷增加,對機床構件加工精度的要求不斷提高。在設備基礎部件剛性、精度等達到標準的前提下,提高機床整體的剛性、精度及傳遞扭矩已成為機床進給傳動機構設計的關鍵。現有的機床進給傳動機構中,所采用的進給傳動方式主要有齒輪齒條傳動副、滾珠絲杠螺母傳動副、靜壓蝸桿蝸母傳動副等 。為了保證機床進給傳動系統的定位精度和靜態、動態性能,進給傳動機構設計時應著重考慮機床具有高傳動剛度、低摩擦因數、小轉動慣量,以及消除齒側傳動間隙等 。
在進給傳動機構設計方面,齒輪齒條傳動副適用于長行程機床,傳動機構的剛度和效率高,但傳動不夠平穩,傳動時產生的齒側間隙導致傳動精度不高。滾珠絲杠螺母傳動副摩擦損失小,傳動效率高,運動平穩無爬行,主要適用于行程較短的機床。對于行程超過6 m 的長行程機床,隨著絲杠的加長,撓度增大,絲杠中部容易產生彎曲變形,使刀架移動定位精度超差,無法達到傳動精度要求。另一方面,機械轉動慣量增大,既增加生產成本,又降低機床的使用可靠性。靜壓蝸桿蝸母傳動副的軸向牽引力大,運動平穩,反向沖擊小,無磨損,無傳動間隙,精度高,但是蝸母的制造難度大,安裝工藝性差,精度不容易保證,屬高附加值產品,制造成本高。
綜合分析現有進給傳動機構的不足與缺陷,為提高機床整體的加工精度,使進給傳動機構更加簡單實用,經過調查研究,采各家所長,結合國內外先進的設計理念,針對行程在 6 m 以上的數控重型車床,設計了車床縱向進給裝置,采用雙齒輪齒條傳動機構方案。雙齒輪傳動機構將機床縱向進給傳動中普通的滾珠絲杠螺母傳動改為雙齒輪與床身齒條的嚙合,以此來達到縱向進給的目的,可以消除齒輪正反轉產生的齒側間隙,定位精度高。與普通滾珠絲杠螺母傳動相比,雙齒輪齒條傳動機構性能可靠,適用性強,結構簡單,提高了機床整體的加工精度。雙齒輪齒條傳動機構適用于機床制造領域中數控重型臥式車床的進給傳動,特別適用于長行程車床的縱向傳動,可以減小傳動磨耗,剛度和工藝性好,調整方便。雙齒輪齒條傳動機構可以彌補滾珠絲杠螺母傳動剛度差、靜壓蝸桿蝸母傳動生產成本高的不足。目前,筆者公司生產的 CC 系列重型臥式車床傳動進給箱采用了所設計的車床縱向進給裝置。
2 、傳動原理
縱向進給傳動系統原理如圖 1 所示。
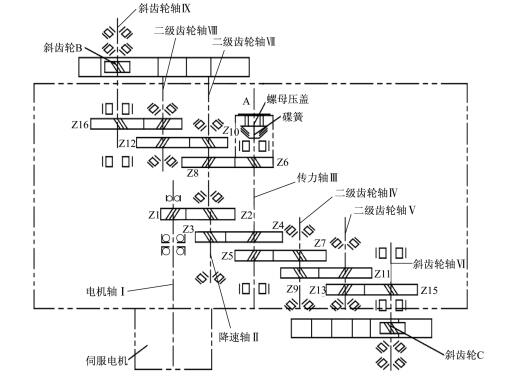
圖 1 縱向進給傳動系統原理
電機軸Ⅰ由交流伺服電機帶動旋轉,經 Z1Z2、Z3Z4 兩級齒輪嚙合傳遞至傳力軸Ⅲ。在傳力軸Ⅲ上有兩個齒數和模數均相同,但旋轉方向相反的齒輪 Z5、Z6,分別與二級齒輪軸Ⅳ上齒輪 Z7、二級齒輪軸Ⅶ上齒輪 Z8 嚙合,帶動二級齒輪軸Ⅳ、Ⅶ旋轉,再分別經兩級齒輪傳遞至雙斜齒輪。雙斜齒輪與床身上齒條嚙合,達到縱向進給的目的 。
3、裝置結構設計
車床縱向進給裝置結構中,進給箱和刀架床鞍合為一體。進給箱立軸分布,兩傳動鏈對稱分布。電機軸Ⅰ,降速軸Ⅱ,傳力軸Ⅲ,二級齒輪軸Ⅳ、Ⅴ、Ⅶ、Ⅷ,斜齒輪軸Ⅵ、Ⅸ,以及各軸上安裝的圓柱齒輪組成車床縱向進給裝置,各軸之間均由圓柱齒輪嚙合。傳力軸Ⅲ兩端分別裝有模數和齒數相同、旋轉方向相反的傳力斜齒輪 Z5、Z6,傳力斜齒輪 Z5、Z6 分別與二級齒輪軸Ⅶ、Ⅳ上安裝的斜齒輪 Z7、Z8 嚙合。斜齒輪軸Ⅵ、Ⅸ外端安裝有消隙齒輪 Z15、Z16。傳力軸Ⅲ的一端安裝有碟簧,碟簧外端安裝有螺母壓蓋。由交流伺服電機驅動雙齒輪齒條消隙進給箱,經床身上的斜齒條實現大縱向無級調速快速移動與進給運動 。
4 、消隙原理
數控機床的進給傳動裝置中,常采用齒輪傳動副來達到降速比和轉矩的要求。由于齒輪齒面在制造中存在一定誤差,不可能達到理想齒面的要求,因此一對嚙合的齒輪總應有一定的齒側間隙,才能正常工作 。齒側間隙的存在會造成進給傳動系統的反向動作落后于數控系統指令要求,形成跟隨誤差,甚至是輪廓誤差。對閉環系統而言,齒側間隙還會影響系統的穩定性。因此,齒輪傳動副常采用各種消除側隙的措施,以盡量減小齒側間隙。工作行程長的大型機床通常采用雙齒輪齒條傳動機構,通過碟簧自動進行調整來消除間隙。所設計的車床縱向進給裝置通過旋緊傳力軸Ⅲ頂端的螺母壓蓋,壓迫碟簧使傳力軸Ⅲ產生一定的軸向位移,再利用傳力軸Ⅲ上一對齒數、模數相同但旋轉方向相反的斜齒輪,使二級齒輪軸Ⅳ向不同方向旋轉,以此達到雙齒輪消隙的目的。
5 、間隙調整
臥式車床縱向進給傳動由進給箱內的齒輪帶動齒條傳動來實現,通過雙齒輪消隙機構的調整,可以使兩個斜齒輪與床身齒條同時嚙合來消除間隙,從而保證正反向傳動的準確性 。間隙調整時,在傳力軸ⅢA端施加預緊力矩。傳力軸Ⅲ向下移動,帶動左旋斜齒輪 Z7 和右旋斜齒輪 Z8 向下移動。左旋斜齒輪 Z7 向下移動,迫使二級齒輪軸Ⅳ做逆時針轉動,通過齒輪嚙合帶動二級齒輪軸Ⅴ、斜齒輪軸Ⅵ旋轉。右旋齒輪 Z8迫使二級齒輪軸Ⅶ逆時針轉動,通過齒輪嚙合帶動二級齒輪軸Ⅷ、斜齒輪軸Ⅸ旋轉。這樣就使左旋齒輪軸、右旋齒輪軸分別按逆時針和順時針兩個方向轉動,進而使斜齒輪 B 左側齒面、斜齒輪 C 右側齒面同時與床身齒條緊密嚙合,形成無側隙嚙合,從而消除進給箱內齒輪傳動造成的反向間隙及死區誤差。預緊力矩的大小以既能消除反向間隙,又能使齒條移動自如為宜。預緊力矩過小,不足以消除反向間隙。預緊力矩過大,對齒輪齒條壽命有影響。預緊力矩調整時,可通過專用工具旋轉輸出軸來對兩個斜齒輪施加載荷,進行預緊,使兩個斜齒輪與齒條的齒面同時嚙合,起到消除傳動間隙、提高傳動精度的作用 。
6、 結束語
所設計的車床縱向進給裝置已在筆者公司生產的數控重型臥式車床上實現應用,并申請了實用新型專利[10],性能穩定可靠。實踐表明,車床縱向進給裝置具有性能可靠、實用性強、結構簡單、調整方便、性價比高等優勢,特別適合用于長行程車床的縱向進給傳動系統,可以在重型臥式車床縱向進給傳動中得到廣泛的應用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

