



可調整跟刀架在花鍵軸銑床上的應用
2022-1-11 來源: 青海第二機床制造有限責任公司 作者:牛福林 王鳳英
摘要: 針對機械加工中,機床上通常使用的跟刀架裝置在加工細長的容易下垂變形,而精度要求較高的花鍵軸,齒輪軸等工件時,普遍存在跟刀套支撐效果差,更換困難,材料損耗大; 工件加工時顫動,加工精度差,效率低的問題; 尤其加工細長軸軸頭和臺階軸時存在支撐難的問題。因此,設計開發新型跟刀架以解決上述問題,跟刀架裝置的好壞直接影響機械加工的效率、穩定性和質量。
關鍵詞: 可調整跟刀架; 可移動; 蝶簧; 剎緊
當加工工件長度跟直徑比( L / d) 大于 25 倍時,工件本身的剛性會變差,尤其在銑削花鍵軸加工時,工件受切削力、自身重量和加工時的旋轉帶來的離心力,工件會產生彎曲、震動、受力變形等因素,會嚴重影響工件加工精度和表面粗糙度 。花鍵軸工件在切削加工中,工件會因加工發熱,使工件產生熱變形伸長且變彎,在銑削時帶來很大的困難。傳統的瓦架跟刀架使用中,很難調整銑刀加工位置,切屑不易排出等不足,為此設計可調整跟刀架,在切削時,銑刀在跟刀架兩側任意位置加工,使得工件的剛性變強,顫動減弱,且易排除加工產生的切屑等特點 。
1、傳統跟刀架
1.1 結構特點
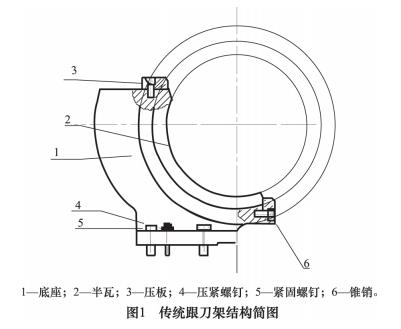
傳統的花鍵軸銑床的跟刀架的結構,如圖 1 所示,底座 1 安裝在銑頭箱縱向移動的溜板上,底座 1 的中心線與刀具軸線對準。工作時,花鍵滾刀在跟刀架支撐的范圍內加工; 半瓦 2 和底座 1 是通過壓板 3 壓緊連接,半瓦 2 是支撐工件用的瓦,根據不同工件更換半瓦 2,來解決機床切削時的顫動、變形彎曲,但半瓦與花鍵滾刀間的相對位置固定而不能調整。
1.2 存在不足
( 1) 這種跟刀架在切削時有局限性,由于半瓦 2在底座 1 上固定不能移動調整,工件品種多種多樣,支撐位置影響滾刀切削位置時,導致有些軸無法加工,需更換特殊中心架。這樣既增加了生產成本,又增加工人的勞動強度,影響加工效率。
( 2) 這種跟刀架切削的切屑不易排出,切屑不及時清理會把加工面拉傷,影響軸頸的表面粗糙度。
2、可調整跟刀架
2.1 可調整跟刀架的結構
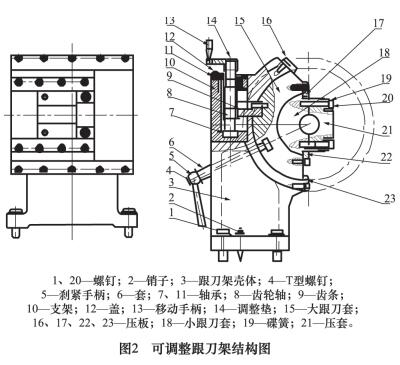
壓套 21 和小跟刀套 18 由螺釘 20 加碟簧 19 固定在一起,再通過壓板 17、22 用螺釘壓牢在大跟刀套 15上,而大跟刀套 15 再由壓板 16、23 由螺釘壓牢在跟刀架殼體 3 上,壓板的松緊以大套 15 能左右滑動為宜。可調整跟刀架設置有齒輪、齒條機構,齒條 9 用螺釘固定在大跟刀套 15 上,齒輪軸 8 上有軸承 7 和 11 與支架 10 裝在一起; 支架 10 用螺釘固定在殼體 3 上; 搖動手柄 13,經齒輪、齒條機構帶動大跟刀套 15 縱向移動; 可調整跟刀架還配有剎緊機構,大跟刀套 15 上開有 T 型槽,搖動剎緊手柄 5 帶動 T 型螺釘 4 將跟刀套15 與殼體 3 剎緊; 整個可調整跟刀架裝置再由螺釘 1和銷子 2 固定在機床溜板上。
2.2 可調整跟刀架的使用方法
在使用時,改變壓套 21 在小跟刀套 18 上的位置( 壓套 21 在小跟刀套 18 上有兩個位置) 再配合大跟刀套 15 的移動可實現工件支撐點位置的改變; 通過調整螺釘 20 和碟簧 19 來控制壓套 21 的松緊,以解決工件加工過程中的振動。
2.3 可調整跟刀架的優點
( 1) 改變工件支撐點的位置。即使工件支撐點的位置從刀具加工中心點的左側轉換到右側,以利于工件順逆銑、排屑和工件軸頭的加工。
( 2) 在大跟刀套中裝入不同規格小跟刀套來降低材料消耗,且方便更換。
( 3) 在小跟刀套外加壓套組成公母套,改變工件加工過程中的振動,使加工過程平穩可靠。
3、結語
可調整跟刀架具有在切削時,銑刀可在跟刀架兩側任意位置加工,使得工件的剛性變強,顫動減弱,且易排出加工產生的切屑。可調整跟刀架現已推廣使用到花鍵軸類機床,已經銷售到用戶生產廠家,得到了用戶的認可。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

