



數控車床常見 PLC 控制系統故障診斷與維修
2024-5-16 來源:江蘇聯合職業技術學院淮安生物工程分院 作者:花春梅,陳福云
摘要:數控車床的控制越來越智能化,但是在實際工作過程中會遇到各種各樣的問題,其中,PLC 控制系統故障經常出現。該文對數控車床 PLC 控制系統故障類型、診斷方法進行總結,提出從故障現象、發生時間等方面分析 PLC 控制系統發生故障,從電源電壓和各個模塊的供電是否正常著手診斷 PLC 控制系統的硬件部分,通過對 PLC 控制系統進行編程測試來發現軟件方面出現的故障。通過案例分析數控車床 PLC 控制系統故障檢測和維修過程。及時對 PLC 控制系統中出現的問題進行全面分析和總結,根據問題出現的原因,有針對性地采取科學的措施來進行處理,可以有效提高數控車床運行效率。
關鍵詞:PLC 控制系統;故障;診斷;維修
0、引 言
數控車床的控制越來越智能化,在機械制造領域的應用越來越廣泛。但在實際工作過程中,有很多用戶不知道如何檢查和處理機床出現的故障。在對數控車床的故障進行維修的過程中,可能會遇到各種各樣的問題,比如說數控系統的問題、機械零件的問題等,其中,PLC 控制系統故障是經常出現的,特別是在使用時間較長的情況下。PLC 控制系統是由 CPU、存儲器、輸入輸出接口模塊(I/O)等組成的,其主要功能是接收數控裝置發出的指令信息,按照指令要求對輸入的數據進行處理,并對執行結果進行輸出,從而實現機床的自動加工。可見,PLC 控制系統在數控車床中尤為重要。在數控車床出現故障時,如果不能及時有效地解決,可能會造成很大的經濟損失。本文對數控車床常見 PLC 控制系統故障診斷中的方法及步驟進行分析,總結常見故障類型,并結合實際案例說明數控車床 PLC 控制系統故障診斷流程和維修方法。對于生產來說,對 PLC 控制系統故障做出快速準確的判斷、診斷,對保證數控機床的穩定性、降低故障率、縮短維修時間和提高機床的使用率至關重要。
1、 數控車床 PLC 控制系統故障分類
PLC 控制系統發生故障時,可從故障現象、發生時間等方面進行分析,其故障類型如要有如下幾種:
(1)可根據系統功能模塊(SFC)與 PLC 的連接方式,將系統故障分為系統 I/O 故障和軟件程序故障兩類。
(2)可根據系統工作狀態的變化,將系統故障分為正常狀態、不正常狀態和異常狀態三類。
(3) 可根據系統所處工作環境的溫度和濕度條件,將系統故障分為常溫狀態下的故障和高溫狀態下的故障。
(4)可根據 PLC 硬件上電源連接方式的不同,將系統故障分為外部電源故障和內部電源故障兩類。
(5)可根據系統電路中元器件數量多少,將系統故障分為元器件損壞型和元器件開路型兩類。
(6)可根據控制邏輯關系(包括輸入輸出)與 PLC連接方式的不同,將系統故障分為直接接觸式和間接接觸式兩類。
對于 PLC 控制系統發生的故障,簡單來說,可分為硬件和軟件兩種類型。硬件故障一般表現為系統死機、CPU 運行不正常、電源故障等;軟件故障則主要表現為系統死機、程序出錯等。要想更好地處理 PLC控制系統發生的故障,就必須要做到對 PLC 控制系統出現故障進行全面分析和總結。
2、 PLC 控制系統故障診斷方法
對于PLC 控制系統的硬件部分,首先要注意的是電源電壓是否符合要求。其次,在檢查硬件方面時,還需要注意各個模塊是否存在供電不正常的情況,并在進行故障檢測時要做好相應的記錄,以便于日后進行分析和解決。在檢查電源電路時,還需要注意確保電源的安全接地。針對軟件方面出現的故障,主要是通過對 PLC 控制系統進行編程測試來發現問題。在進行測試時,一般可采用數字萬用表或模擬萬用表等工具對 PLC 控制系統的輸入輸出接口模塊進行檢測。此外,對于 PLC 控制系統中的輸入輸出模塊出現故障時,還可以通過對故障進行直接測量來發現故障。
對于數控車床,可根據所發生的故障現象來確定可能存在的故障點。比如,數控車床在進行加工時出現了卡盤不走車等現象。這時,可先檢查一下機床的位置編碼器是否正常,如果有問題,則可找出原因,如果沒有問題,則可能是控制系統出現了故障。對于數控車床的控制系統故障來說,可先進行手動操作,看一下數控車床能否正常地運轉。如果數控車床能夠正常運轉的話,說明控制系統沒有問題,如果不能運轉或者無法啟動的話,則需要找出故障原因后再進行維修。
3、PLC 控制系統的常見故障及原因分析
數控車床故障現象主要表現為 PLC 控制系統發生故障。對 PLC 控制系統發生的故障進行分析,一般可分為硬件故障和軟件故障兩種類型。對于硬件故障,主要是指 PLC 控制系統本身出現的問題,其原因通常是由元器件老化、損壞造成的。對于軟件故障,主要是指程序出現的問題。程序錯誤或程序沖突是導致軟件故障的主要原因,例如,由于軟件設計不當造成PLC 控制系統出現死機、死循環等現象。在數控車床的實際運行過程中,可能會出現一些影響其正常運行的其他因素,例如,溫度過高、電機過熱、機械磨損等都會對數控車床造成影響。另外,在對 PLC 控制系統進行維修時,還可能會由于操作不當或設備原因等造成系統死機、程序錯誤等現象。
3.1 PLC 輸入故障
(1)檢查 PLC 輸入故障時,應首先檢查輸入信號的可靠性,其次檢查輸入信號的接線是否正確,特別是數字量輸入信號的接線,如圖 1 所示。輸入信號正常,但不能進行邏輯運算或模擬運算時,則可能是該功能模塊內部電路或外部電路出現故障;若輸入信號可以進行邏輯運算或模擬運算,但輸出值無變化時,則可能是該功能模塊出現故障。
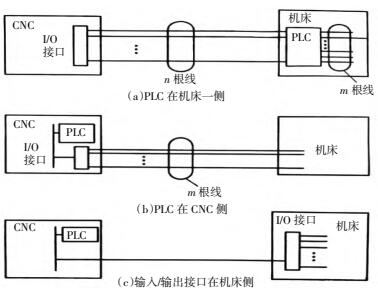
圖 1 PLC 在數控機床中的配置方式
(2)檢查 PLC 輸出故障時,首先應檢查輸出繼電器的狀態是否正常。若輸出繼電器無變化,則可能是該功能模塊內部電路出現故障;若輸出繼電器有變化,則可能是該功能模塊外部電路出現故障。
(3)檢查 PLC 輸入信號是否與給定值相對應。若發現給定值不相符時,應先檢查 PLC 與輸入信號之間的連接情況,若發現 PLC 與輸入信號之間沒有任何連接問題,則應檢查 PLC 與外部電路之間的連接情況。
3.2 程序錯誤
程序錯誤是指數控車床在控制過程中由于設計或制造方面的原因造成了程序出錯,這也是最常見的PLC 故障之一,通常也會由硬件或軟件問題造成。硬件上的原因有:CPU 內部的程序存儲器容量不夠;CPU 內部程序存儲器中有錯誤代碼;CPU 的存儲單元損壞或數據線接觸不良。軟件上的原因有:輸入/輸出模塊程序錯誤;控制程序中的錯誤代碼、控制程序中的數據丟失或數據不完整。
在出現程序錯誤時,可先采用軟復位功能來清除程序錯誤,再用 PLC 自診斷功能來檢查可能出現問題的地方。如確定 PLC 上無相應控制元件或其參數設置錯誤,則應檢查 PLC 輸入/輸出模塊是否有錯誤代碼或數據線接觸不良,同時還應檢查是否有數據線不能正常工作或與其他設備通訊等故障。
在進行上述檢查后,若仍無法解決問題,則可將PLC 從系統中隔離出來,然后重新進行系統初始化。
3.3 硬件故障
數控車床內裝型 PLC 形式如圖 2 所示,這類故障是由于系統硬件損壞而引起的,包括系統元件損壞、系統電源故障、系統電路邏輯關系異常等 3 種情況。
(1)元器件損壞型故障。處理方法:首先檢查硬件上是否存在短路、斷路、接地等問題,然后逐一進行更換,即可解決。
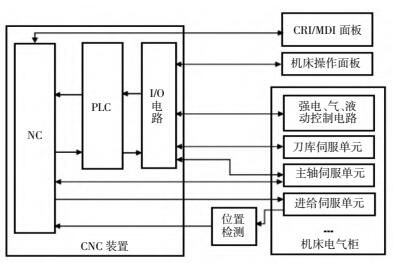
圖2 數控車床內裝型 PLC 形式
(2)系統電源故障。處理方法:首先檢查電源是否正常,若電源正常,則可根據邏輯關系檢查 I/O 的輸入輸出端是否有信號產生,若無信號產生,則應檢查電源電路中的交流電源輸入端和直流電源輸出端是否有電壓產生,若無電壓產生,則應檢查輸入輸出線是否存在短路、斷路或接地問題。然后逐一檢查 PLC的 I/O 點是否存在短路、斷路或接地問題。若無問題,則可進入下一步工作。
(3)電路邏輯關系異常。電路邏輯關系異常是指系統在工作過程中,出現了異常的錯誤現象。這類故障原因復雜,出現的幾率較低,但也不能排除。對于這類故障,我們可采用如下方法處理:根據系統發生異常的原因不同,可以用萬用表測試各元件的工作電壓是否正常,如有異常應及時更換元件;對各元件進行測試,判斷其工作電壓是否正常;如果確定是某些元件出現問題,可在正常情況下反復測試以找出故障點;如果是某個電路邏輯關系出現異常,應對其進行調整或更換;若故障依舊,則說明系統硬件電路上有短路、開路等故障存在,應根據情況采取相應措施排除故障。
4、數控車床 PLC 控制系統故障案例分析
在對數控車床進行維修時,我們可以根據其控制系統的特點進行。數控車床控制系統的控制方式一般分為兩種,分別是集中控制和分散控制。集中控制方式一般用于具有一定規模的生產企業,而分散控制方式則適用于中小型企業。我們在維修數控車床時,要先對其進行初步的檢測,然后再采取相應的措施。這些問題如果不能及時解決,可能會對數控車床造成很大的影響和損失,所以我們要對數控車床出現故障時進行及時有效地維修,盡量減少其影響和損失。
有一臺西門子數控車床,其控制程序(PLC)在維修時發現在開機時無顯示現象。停機后發現該機床顯示有:“I/O 錯誤”、“PLC 無效”等字樣,說明機床控制系統(PLC)已損壞。
在開機時,機床顯示有“I/O 錯誤”、“PLC 無效”等字樣,而機床沒有任何報警。經檢查發現,機床的 I/O口一直處于接通狀態,且有許多外部信號在此控制下接通,并且這些外部信號一直在變化。經分析認為,這
是 PLC 程序中存在錯誤。該機床的 PLC 程序中存在一個循環條件為“I/O 錯誤”的語句,并且該語句是一個循環語句,即每輸入或輸出一條信息后,便有一個循環條件來判斷是否執行下一條信息。對于這種循環條件語句,在實際應用中很少出現這種情況,PLC 程序中并沒有對這種情況進行說明,在實際應用中可能有多種原因會導致該語句的出現。筆者認為存在如下問題。
4.1 機床 I/O 口與 PLC 之間的接線方式
數控機床 I/O 口與 PLC 之間的接線方式主要有三種:并聯方式、串聯方式、并聯與串聯混合方式。并聯方式是指 PLC 與 I/O 口直接連接,這種連接方式的優點是 I/O 口的連接非常方便,但它的缺點是當 PLC有故障時,機床不能進行正常操作;串聯方式是指PLC 與 I/O 口先通過中間繼電器進行連接,再經過中間繼電器再與機床的 I/O 口連接,這種接線方式的優點是當 PLC 故障時,機床可以進行正常操作,但其缺點是當機床出現故障時,數控系統無法進行正常操作。并聯方式與串聯方式相比,由于 I/O 口的連接非常方便,因此并聯方式比串聯方式更可靠。對于并聯與串聯混合的接線方式來說,當 PLC 出現故障時,機床可以直接進行操作。
4.2 機床運行狀態的變化
機床加工工件時,刀具對工件的切削或輔助系統對工件的支撐或夾緊等作用使機床運行狀態發生變化。當出現上述情況時,可以通過以下方法進行處理:
(1)檢查所使用的 PLC 程序是否有上述問題;
(2)檢查機床各運動部件是否有異常現象;
(3)檢查 I/O 口是否正常;
(4)檢查各外部信號是否正常,如各種傳感器信號、伺服信號等是否有異常現象;
(5)檢查機床控制系統是否有異常現象,如電源、機械等故障。
4.3 機床輸入信號的變化
機床的輸入信號由機械和電氣兩部分組成。電氣部分主要由各種輸入信號、各種輸出信號以及它們之間的公共點構成,這些信號有電壓、電流、熱效應等。在數控機床的設計中,除了要考慮到機床本身的加工能力外,還要考慮到數控系統所能接受的最大輸入信號。在 PLC 程序設計中,對輸入信號的處理通常采用變換函數或轉換矩陣的方法來實現。
對于輸入信號變化引起的 PLC 程序錯誤,主要表現為:當某一輸入信號發生變化時,會使輸出端對應的輸出狀態發生變化,從而導致程序中出現“I/O 錯誤”“PLC 無效”等語句。解決此類問題時可以采用以下方法:一是改變機床輸入信號(如更換 PLC 型號、輸入信號類型等);二是修改 PLC 程序。
對 PLC 控制系統進行維修時要注意以下幾點:
(1)對可編程控制器進行檢查,主要是檢查其輸入/輸出端是否存在短路問題。
(2)檢查可編程控制器的電源電壓是否正常。
(3)在對可編程控制器進行檢測時,要注意檢測其是否存在故障。
(4)在對可編程控制器進行檢查時,要注意觀察PLC 的內部接線是否正確。
(5)對可編程控制器進行檢測時,要注意檢查其輸入/輸出端子之間的連線是否正確。
5、結 語
在 PLC 控制系統發生故障時,一定要做到不盲目檢修,要根據控制系統的工作原理以及電氣線路的分布情況,從軟件和硬件兩個方面,及時對 PLC 控制系統中出現的問題進行全面分析和總結,然后根據問題出現的原因,有針對性地采取科學的措施來進行處理。數控車床 PLC 控制系統常見故障,通過采取有效措施處理 PLC 控制系統中出現的問題后,就可以減少機床運行過程中產生的故障率,有效提高數控車床運行效率。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

