


數控滾齒加工自動編程技術的研究
2018-7-27 來源: 河南工學院 機械工程系 作者:刁修慧 李進波
摘要 為了提高齒輪加工的工作效率,提出了一種數控滾齒加工自動編程系統。首先,建立了數控滾齒 - 軸向滾切法的數學模型; 然后,建立數控滾齒加工自動編程系統的硬件平臺,對系統進行了功能模塊劃分和軟件頁面集設計; 最后,對系統開發中的面向對象軟件編程技術、通信技術、多線程技術、譯碼技術等做了分析。該技術為今后齒輪滾齒數控加工的便利提供了一些參考和經驗。
關鍵詞 滾齒 自動編程 數控
0 引言
數控滾齒加工是齒輪制造業中應用最為廣泛的齒輪加工方法。齒輪加工數控機床大多采用手工編程的方法,其弊端是: 需要編程人員具備一定的專業知識和職業技能,花費大量時間編程; 另外,編程環節一旦出錯,會影響加工質量,造成生產周期延長、工作效率低下。
自動編程是利用計算機編寫成機床可以識別的加工代碼,大部分工作由計算機完成,這樣做將大大縮短生產周期,對操作人員的技能也沒有太高的要求。因此,數控滾齒加工自動編程技術的研究對齒輪數控加工的發展具有現實意義。
1 、數控滾齒加工自動編程系統的數學模型
1. 1 確定對刀點
對刀時要遵循使 NC 代碼簡單、使加工精度高和方便在滾齒機上找正的原則,為了確保滾刀與齒坯之間有正確的位置關系,須保證滾刀和齒坯剛好接觸,并使滾刀的外徑和吃刀深度線 AP 相切。
1. 2 確定滾刀加工軌跡和計算關鍵坐標點
以軸向滾切一次循環逆滾為例,如圖 1 所示,滾刀的運動軌跡是 1→2→3→4。
滾刀由參考零點位置快速進刀到位置 1; 接下來,滾刀徑向進給到位置 2; 工件開始加工,當滾刀軸向運動至位置 3,一次進給加工完畢,然后,滾刀退刀至位置 4,再退回位置 1。由此可見,1、2、3 和 4 這 4 個關鍵點非常重要。
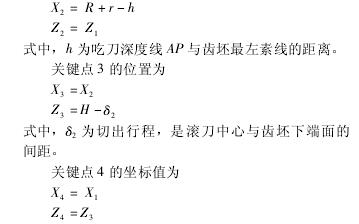
各個關鍵點坐標值如圖 1 所示,關鍵點 1 的位置為
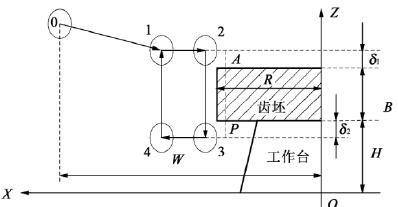
圖 1 軸向滾切法滾刀的軌跡圖
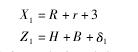
式中,r 為滾刀半徑; 3 為空行程; δ1為切入行程,是滾刀開始和齒坯接觸時滾刀中心與齒坯上端面的間距。關鍵點 2 的位置為
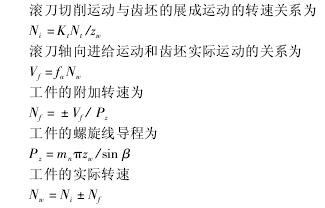
1. 3 滾刀和齒坯的運動關系
2 、數控滾齒加工自動編程系統
2. 1 數控滾齒加工系統的硬件平臺
嵌入式系統是一種專用的計算機系統,常用于對其他設備的控制和管理。本自動編程系統是一個基于ARM + DSP + FPGA 的嵌入式平臺,是基于 WindowsCE 6. 0 開發的,采用 VC + + 模塊作為開發工具[2]。
ARM9 主要負責用戶信息的輸入、存儲和顯示,是自動編程系統的人機接口; 另外,基于 WindowsCE 6. 0 操作系統,負責將工作信息通過網絡傳送到遠程服務器。DSP( DSP6713) 負責處理自動編程系統的復雜運算和實時控制,同時,為了充分發揮 ARM、DSP 的優勢和得到更快的處理速度、更優控制性能和更高的加工精度,也為了軟件開發的方便和靈活,把系統的人機交互界面和運動控制分割開,由 ARM負責人機交互,DSP 負責運動控制。ARM 和 DSP是通過 HPI 總線進行數據交接的,由 CPLD 負責完成HPI 接口邏輯以協調兩者之間的通信。FPGA 是現場總線的接口層,實現了 DSP 和從機節點間的信息傳輸和接收。
2. 2 數控滾齒加工自動編程系統的軟件設計
2. 2. 1 自動編程系統架構和模塊劃分
根據數控滾齒加工自動編程系統的功能需求,對本系統進行了模塊劃分[4],包括自動編程模塊、位置模塊、設置模塊、系統模塊、圖形仿真模塊以及一些子模塊。滾齒加工自動編程系統是一個復雜的多任務系統,根據繁多的任務劃分出如圖 2 所示的功能模塊。
從時間上來講,各個模塊有著時序配合問題; 從邏輯上講,雖然每個模塊都承擔著不同的任務,但是各個模塊之間存在耦合關系。因此,本系統采取并行處理多任務調度機制。
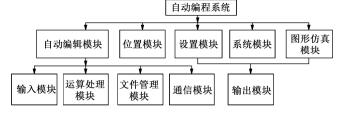
圖 2 自動編程系統模塊劃分圖
2. 2. 2 自動編程系統軟件頁面集設計
在對自動編程系統進行頁面集設計的時候,可以參考模塊劃分的方法,共設計了 6 個主頁面,分別是: 自動編程主頁面、圖形主頁面、位置主頁面、信息主頁面、系統主頁面和設置主頁面,這 6 個主頁面既相對獨立又相互聯系。
另外,根據功能設計的要求,把系統需求的各項功能合理地分布到這 6個主頁面上,所以這 6 個主頁面中的每一個頁面都包含一個或者多個子頁面,子頁面的個數要根據該
主頁面所需實現的功能而設置。如圖 3 所示,以位置主頁面為例來進行說明[5]
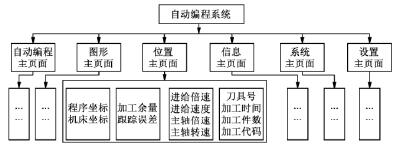
圖 3 自動編程系統頁面集
3 、數控滾齒加工自動編程系統開發的關鍵技術
3. 1 面向對象軟件編程技術
本數控滾齒加工自動編程系統采用了面向對象的設計思想和方法,面向對象編程技術是一種分析問題、解決問題的新方法,其是以對象和類為基礎的。在面向對象編程方法中,齒輪的重要參數,比如齒數、模數、壓力角等就是齒輪對象的屬性集合,當齒輪擁有了自身的屬性后,同時也具有了操作這些屬性的方法,然后對其進行封裝,此時,齒輪才成為面向對象中的一個具體對象。
本系統應用了 VS 2005 中的 VC ++ 模塊,該模塊集成了 MFC 類庫,包含了大量的 C ++ 類庫,應用MFC 開發應用程序非常符合面向對象的設計思想。
3. 2 通信技術
通信模塊負責將上層 ARM 的數據通過 HPI 通道準確又迅速的發送到底層 DSP,以供程序調用; 還負責接收 DSP 的各種信息。首先,要在驅動層定義讀與寫操作代碼,在應用層,僅需打開驅動調用通道,就可以直接對 HPI 讀寫。上層向下層發送數據的原理如圖 4 所示。
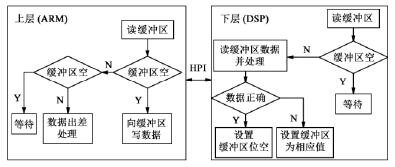
圖 4 上層向下層發送數據原理圖
3. 3 多線程技術
為了確保系統可以實時多任務管理,須采用多任務并行處理的方式,即多線程技術。在本滾齒自動編程系統中采用了三線程并行處理方式,分別是用戶界面主線程、數據發送線程、數據接收線程。有了此三線程處理方式,既保證了實時發送數據控制機床運動,又保證了實時接收數據以顯示機床運行狀況,同時也實現了界面管理功能。
3. 4 譯碼技術
在自動編程模塊,有兩種途徑能夠生產 NC 代碼。其一,在人機交互界面輸入齒輪參數、工藝參數和刀具參數,然后通過自動編程模塊處理生成 NC代碼; 其二,在人機交互界面,用戶輸入 NC 代碼,然后系統對 NC 代碼進行檢查無誤后,對其進行保存。
以上兩種方式生成 NC 代碼,接下來經過編譯模塊,對其進行坐標處理和數據處理,生成規定的數據結構,此數據結構將存儲在刀補處理模塊的刀補緩沖區,經由通信模塊傳送給下層 DSP,最后,DSP根據接收到的數據內容執行插補和位控等處理。
4 、結束語
在研究了數控滾齒加工自動編程算法后,建立了自動編程系統的數學模型,在基于 ARM + DSP + FPGA的嵌入式平臺上,在基于 Windows CE 6. 0 開發系統上,采用 VC ++
模塊作為開發工具。對自動編程系統進行了架構設計、模塊劃分和頁面集設計并對本系統開發的關鍵技術做了詳細分析,開發了滾齒加工自動編程系統,最終能夠實現只需輸入齒輪、刀具、工藝參數就可以生成 NC 代碼,大大縮短了齒輪的生成周期,降低了操作難度,提高了工作效率。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

