


齒輪滾銑復(fù)合加工實驗裝置控制系統(tǒng)開發(fā)
2019-11-22 來源:武漢大學(xué) 動力與機械學(xué)院 作者:劉照 何珊 潘衛(wèi)平 王堂輝
齒輪加工方法是機械原理等課程的教學(xué)難點,僅靠齒輪范成儀等教具,學(xué)生很難直觀深入地了解齒輪加工全過程。滾齒機等專用齒輪加工設(shè)備往往學(xué)校又不具備,因此有些學(xué)校采用軟件模擬來展示這一加工過程,這不利于學(xué)生深刻體會漸開線的形成過程。還有一些學(xué)校研制了專門的滾齒設(shè)備來實現(xiàn)齒輪范成法加工,但這些設(shè)備通常只具有展成法加工而沒有成形法加工,學(xué)生不易理解這兩種加工方法的差別。如果能夠把這兩種加工方法集成在一臺實驗裝置中實現(xiàn),可大大增強學(xué)生對不同齒輪加工方法的認知。本文主要研究該裝置中與機械本體配套的控制系統(tǒng)軟硬件開發(fā),該控制系統(tǒng)用來實現(xiàn)齒輪滾銑復(fù)合加工中各傳動機構(gòu)的運動控制、加工方法選擇、參數(shù)設(shè)置和加工過程監(jiān)控。
1、實驗裝置構(gòu)成與控制系統(tǒng)設(shè)計要求
該實驗裝置機械本體結(jié)構(gòu)如圖 1 所示,主要由工作臺、刀具傳動機構(gòu) 1、工件分度機構(gòu) 2、工作臺軸向進給傳動機構(gòu) 3、手輪、步進電機、編碼器等組成。該裝置最大特色是滾刀與銑刀都安裝在一根軸上,只要通過垂向手輪和橫向工作臺手輪來調(diào)整工件相對刀具的位置,就可以分別實現(xiàn)齒輪的展成法加工和成形法加工。為了說明該實驗裝置加工原理,這里給出傳統(tǒng)的齒輪展成法加工與成形法加工原理。從圖 2 ( a) 中可知,齒輪的展成法加工是依靠滾刀轉(zhuǎn)動 B11、輪坯轉(zhuǎn)動 B12共同形成的展成運動及滾刀相對輪坯的軸向進給運動 A2來實現(xiàn)的; 該實驗裝置中則通過控制主軸、分齒驅(qū)動和工作臺進給這 3 個電機,來實現(xiàn)機構(gòu) 1~機構(gòu) 3 的運動合成,最終實現(xiàn)齒輪漸開線齒廓的加工。從圖 2 ( b) 可知,齒輪的成形法加工是依靠盤銑刀的主切削運動、刀具相對工件的軸向進給運動及分齒運動實現(xiàn)的; 該裝置中則通過控制機構(gòu) 1 與機構(gòu) 3 的同步運動和機構(gòu) 2 的間歇運動,來實現(xiàn)每個輪齒的加工。
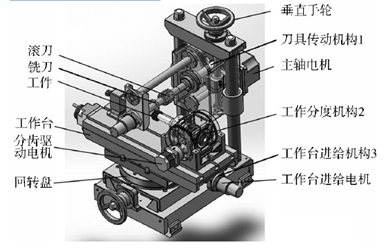
圖 1 齒輪滾銑復(fù)合加工實驗裝置三維圖
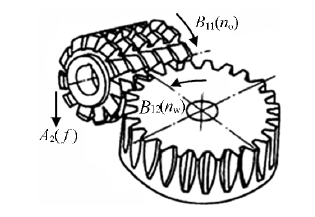
(a) 齒輪展成法加工原理圖
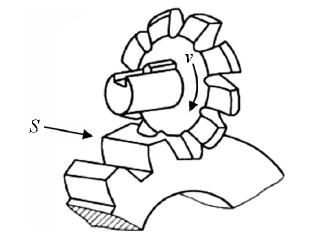
(b) 齒輪成形法加工原理圖
圖 2 齒輪加工原理圖
從齒輪的展成法與成形法加工原理可知,為達到加工所需的運動要求,所開發(fā)的控制系統(tǒng)必須能夠?qū)崿F(xiàn)這 3 個傳動機構(gòu)的驅(qū)動控制,并且實現(xiàn)刀具轉(zhuǎn)速、工件轉(zhuǎn)速和工作臺橫向進給速度的同步控制。此外,該系統(tǒng)還須具備簡潔直觀的人機界面,以實現(xiàn)加工方法選擇、加工參數(shù)設(shè)定和加工過程監(jiān)控。
2、控制系統(tǒng)方案設(shè)計
考慮到上述控制系統(tǒng)設(shè)計要求,對比各種控制器如單片機、DSP 和 PLC 等,并綜合考慮成本、可靠性和功能靈活性,最終選擇了以步進電機為執(zhí)行機構(gòu)、PLC 為底層控制平臺、觸摸屏為人機界面的開環(huán)控制系統(tǒng)方案,如圖 3 所示。控制系統(tǒng)硬件核心選擇三菱 FX3U-32MT/ES,該款 PLC 有16 路輸入和 16 路輸出,其中 3 路 100 k Hz 的高速輸出信號 Y0、Y1、Y2 分別用來提供驅(qū)動該實驗裝置中刀具、工作臺軸向進給和工件分度步進電機的脈沖信號,6 路 100 k Hz 高速計數(shù)輸入信號 X0~ X5分別用來連接 3 個光電編碼器的輸入信號,3 個編碼器分別用來檢測 3 個步進電機的轉(zhuǎn)速。多余的PLC 輸入輸出點數(shù)適當(dāng)考慮了以后的應(yīng)用擴展。觸摸屏用來選擇加工方法、設(shè)置加工參數(shù)和監(jiān)控加工過程,該裝置選用威綸通TK6070ip。
3、硬件接口設(shè)計
該實驗裝置控制系統(tǒng)硬件設(shè)計主要包括 PLC與步進電機驅(qū)動器、編碼器的接口設(shè)計以及 PLC與觸摸屏的通信連接。控制系統(tǒng)主接線圖如圖 4 所示,其中驅(qū)動器 1~ 驅(qū)動器 3 分別是刀具主軸、工作臺軸向進給和工件分度步進電機的驅(qū)動器。編碼器 1~ 編碼器 3 分別是工作臺軸向進給機構(gòu)、刀具軸和工件分度機構(gòu)的編碼器。觸摸屏與 PLC 之間采用了 RS-485 4 W 通信電纜進行通信。X10 是啟動按鈕,X11 是停機按鈕。下面簡要介紹各部分接口設(shè)計。
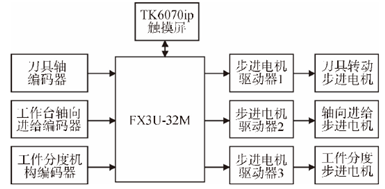
圖 3 控制系統(tǒng)方案設(shè)計
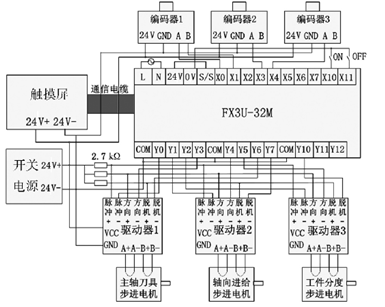
圖 4 控制系統(tǒng)硬件設(shè)計組成
3. 1 PLC 與步進電機驅(qū)動器接口
該實驗裝置中的 3 個步進電機都采用 57 系列兩相步進電機,配套的驅(qū)動器選用了 ZD - 6560 -V4。該驅(qū)動器與 PLC 的接線方法分為共陽極和共陰極兩種,本文系統(tǒng)采用的是共陽極信號輸入,對應(yīng)的接線如圖 4 所示。其中 FX3U 的高速輸出端子 Y0~ Y2 分別接主軸電機驅(qū)動器 1、工作臺軸向進給電機驅(qū)動器 2 和工件分度電機驅(qū)動器 3 的脈沖負端子,F(xiàn)X3U 的 Y3~ Y5 端子分別接3 個驅(qū)動器的方向負端子,F(xiàn)X3U 的 Y6 ~ Y7 和 Y10 分別接3 個驅(qū)動器的脫機負端子。如圖 5 所示,只給出了主軸步進電機驅(qū)動器 1 與 PLC 的接口,其他兩個驅(qū)動器接口雷同。圖 5 中驅(qū)動器的脈沖負端子接PLC的高速輸出端口 Y0,驅(qū)動器的方向負端子接 PLC的 Y3 端口,驅(qū)動器的脫機負端子接 PLC 的 Y6 端口。驅(qū)動器的 A+、A-、B+、B-端子則分別接步進電機的兩相繞組。在驅(qū)動器的脈沖正、方向正和脫機正端子與 24 V 電源正之間,需串聯(lián)一個2. 7 kΩ 限壓電阻。
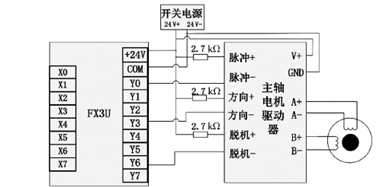
圖 5 PLC 與步進電機接口
3. 2 PLC 與編碼器接口
由于工作臺的軸向進給運動有正反兩個方向,PLC 必須采用雙向雙輸入計數(shù),而刀具主軸和工件分度機構(gòu)都是單向旋轉(zhuǎn)的,只要采用單相單輸入計數(shù)即可。為了供電方便,所有的編碼器都選用歐姆龍的E6A2-CWZ5C 型編碼器,其供電電壓都是 24 V,具體接線如圖 6 所示。FX3U 的 X0、X1 端子分別接工作臺軸向進給機構(gòu)編碼器的 A、B相端子,F(xiàn)X3U 的 X3、X4 端子分別接主軸編碼器和工件分度機構(gòu)編碼器的 A 相端子。
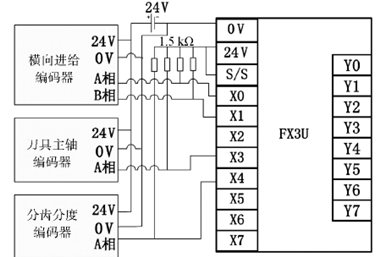
圖 6 PLC 與編碼器接口
3. 3 PLC 與觸摸屏通信接口
控制系統(tǒng)人機界面———觸摸屏 TK6070ip 有兩個 COM 口, 其 中 的 COM1 口為 RS232 接 口,COM2 口為 RS485 通信接口,系統(tǒng)設(shè)計中采用COM2 口與 FX3U 通信,連接方式如圖 7 所示。
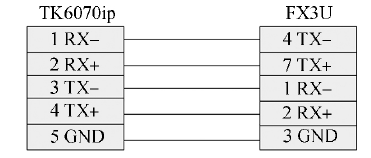
圖 7 PLC 與觸摸屏接口
4、軟件設(shè)計
控制系統(tǒng)軟件主要包括后臺 PLC 控制程序和前臺觸摸屏程序兩部分。PLC 控制程序負責(zé)實現(xiàn)齒輪滾銑復(fù)合加工實驗裝置的運動控制; 觸摸屏程序則實現(xiàn)人機交互,如齒輪加工過程的監(jiān)控和加工參數(shù)設(shè)置。
4. 1 PLC 控制軟件設(shè)計
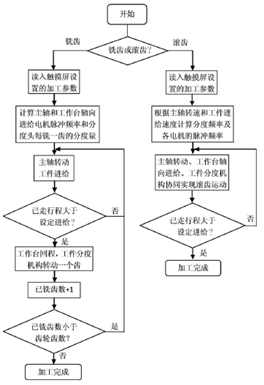
圖 8 PLC 控制軟件流程圖
該實驗裝置的 PLC 控制系統(tǒng)軟件主要包括滾齒和銑齒兩個分支程序,分別用來實現(xiàn)齒輪的展成法 加 工 和 成 形 法 銑 削。軟 件 采 用 三 菱 GX -Works2 編程,PLC 控制軟件主要流程如圖 8 所示。這里僅以滾齒加工為例,說明 PLC 控制刀具主軸、工件分度和工作臺軸向進給 3 個步進電機的同步運動,從而實現(xiàn)滾齒加工過程的運動控制部分代碼,如圖 9 所示。該梯形圖中分別通過可變速脈沖輸出指令 PLSV 來驅(qū)動主軸和分度電機的運行,相對定位指令 DRVI 來驅(qū)動軸向進給電機的運行。其中,M10 是總開關(guān),D0、D8 分別對應(yīng)于主軸和分度電機的脈沖頻率,它們確定了這兩個電機的旋速度,Y0、Y3 分別對應(yīng)于主軸電機 PLC 控制輸出的脈沖和方向端子,Y2、Y5 分別對應(yīng)于分度電機PLC 控制輸出的脈沖和方向端子。D12、D4、Y1、Y4 分別對應(yīng)于軸向進給電機的脈沖數(shù)、脈沖頻率、該電機 PLC 控制輸出的脈沖和方向端子。
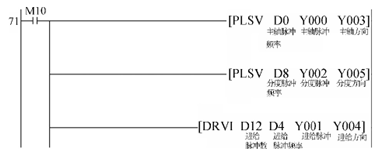
圖 9 PLC 梯形圖部分代碼
4. 2 觸摸屏界面設(shè)計
觸摸屏界面采用威綸通觸摸屏軟件 EB8000 設(shè)計,主要界面包括展成法加工界面、成形法加工界面和步進電機控制界面,如圖 10 所示,分別用來實現(xiàn)展成法加工、成形法加工和步進電機驅(qū)動控制演示實驗。其中展成法加工斜齒輪的參數(shù)設(shè)置與加工過程監(jiān)控分別如圖 11 和圖 12 所示。該齒輪復(fù)合加工實驗裝置已完成開發(fā),并在機械原理課程中得到了應(yīng)用,如圖 13 所示。

圖 10 加工方法選擇界面
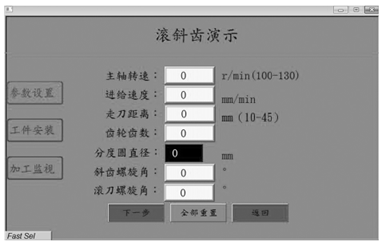
圖 11 加工參數(shù)設(shè)置界面
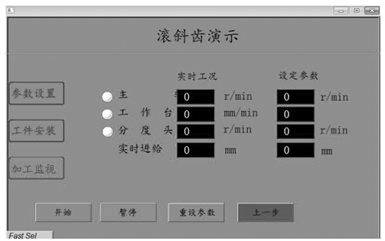
圖 12 加工過程監(jiān)控界面
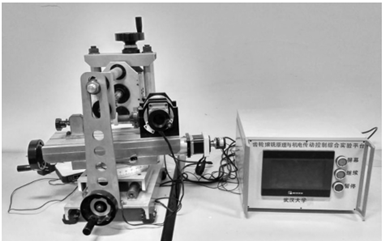
圖 13 齒輪復(fù)合加工實驗裝置實物圖
5、結(jié)束語
實踐表明,該實驗裝置運行可靠、界面直觀、操作方便、控制硬件精簡,控制系統(tǒng)完全達到了設(shè)計功能要求。該實驗裝置不僅可用于機械原理、金屬切削機床等課程中加深學(xué)生對齒輪展成法和成形法加工方法的理解,而且該裝置還可用于機電傳動控制等課程中對步進電機的驅(qū)動控制和 PLC編程的實驗教學(xué)。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)