


YKA2260全數控螺旋錐齒輪銑齒機的研發與應用
2021-1-15 來源:- 作者:-
一、概述
驅動橋是輕型車、微型車、重型卡車、大型客車及工程機械的關鍵部件,直接為車輛提供驅動力。螺旋錐齒輪是驅動橋的核心零件,影響驅動橋的工作性能,進而影響整車動力性能。隨著汽車產業的發展,對高效、高精度螺旋錐齒輪的加工生產裝備及成套技術的需求越來越大,對低成本、無污染等加工要求也越來越高。能否高效率、高精度地加工螺旋錐齒輪,決定了汽車產業的經濟效益與市場地位。
目前,國際汽車驅動橋螺旋齒輪制造行業普遍采用高檔數控機床干切加工,具有高效率、高精度、低成本、綠色環保等優點。而國內絕大部分的螺旋齒輪加工依然是用機械式機床濕切加工,具有成本高、污染高、精度低等缺點。
我國亟需的車用螺旋錐齒輪干切生產線大多從Klingelnberg或Gleason引進,耗費巨額外匯,而且造成我國汽車工業的發展受制于發達國家的技術壟斷。但2012年全數控螺旋錐齒輪銑齒機YKA2260在湖南中大創遠成功下線,標志著錐齒輪干切設備實現了國產化。
到目前為止,YKA2260機型已經發展到第三代產品,客戶遍布大江南北,湖南中大創遠數控裝備有限公司也成為了國內螺旋錐齒輪設備制造的佼佼者。美國Gleason、德國Klingelnberg和中大創遠產品的主要加工范圍如表1所示。

中大創遠從成立之初就特別注重技術的研發,自主研發的螺旋錐齒輪銑齒機、磨齒機、磨刀機、裝刀機、研齒機、檢查機、齒輪檢測中心等已在眾多國內汽車領域企業應用。YKA2260全數控螺旋錐齒輪銑齒機(見圖1)擁有多項技術創新,是公司自主研發制造的成果,應用了多項發明專利和軟件著作權,主要技術指標保持國內領先、國際先進水平。該機床的研制成功,不僅提升了我國此類數控高端裝備的水平,也打破了國外的壟斷和封鎖,為企業開拓了新的產品市場,同時取得了良好的經濟和社會效益。

圖1 YKA2260全數控螺旋錐齒輪銑齒機
二、產品性能介紹
YKA2260是六軸六聯動干、濕切兩用全功能型機床,可高剛度、高精度、高效率加工延伸外擺線等高齒和圓弧收縮齒等各種螺旋錐齒輪和準雙曲面齒輪,其軸系布局如圖2所示。
在機床正常加工條件下,銑齒精度達到GB11365-89錐齒輪和準雙曲面齒輪精度標準規定的5級精度,齒面粗糙度達到Ra1.6μm。
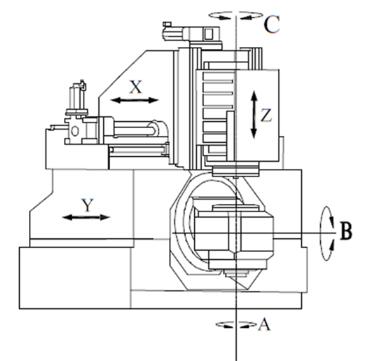
圖2 YKA2260軸系布局圖
X:水平左右直線軸 Y:水平前后直線軸Z:垂直上下直線軸
A:工件主軸 B:回轉臺主軸 C:刀具主軸
技術特點如下:
(1)立式結構;(2)刀具主軸、工件主軸采用大扭矩電機直接驅動;(3)采用自主設計開發的干切刀盤;(4)機床具備銑削延伸外擺線等高齒和圓弧收縮齒齒制的螺旋錐齒輪加工功能;(5)高速干切功能;(6)6軸聯動數控機床,采用西門子840D SL數控系統;(7)配備集成在840D SL數控系統中的螺旋錐齒輪HCS加工控制軟件;(8)機床采用全閉環控制模式,所有直線軸配備高精密直線光柵,所有旋轉軸配備高精密角度編碼器;(9)機床配備自動開關門功能;(10)占地面積小;(11)尤其適用于乘用車和商用車螺旋錐齒輪的量產加工;(12)刀盤裝卸便捷;(13)銑削速度可無極調整;(14)機床采用碟簧夾緊液壓放松的夾具系統,并配備有夾緊檢測功能;(15)機床具備自動對刀及銑削余量分配功能;(16)幫助系統的故障提示;(17)機床配備全面安全保護(含緊急回退、斷電回退、功率保護、溫度保護等);(18)配備自動上下料系統,可在無人值守下實現全自動加工。
主要技術參數見表2。

三、新技術應用情況
1. 結構設計
由于高速干切的切削量大、刀具線速度快,且不再使用切削液冷卻,故要求機床具有高的靜剛度、動剛度和熱剛度。機床不積鐵屑,且排屑速度快,能迅速將高溫鐵屑排出機床。YKA2260加工精度高,齒面質量好,是因為其具有高的動態精度、主軸配備有熱補償功能。此外機床還具有以下優點:
(1)小龍門結構,具有高剛度、結構簡單、機床總精度不易受干擾等優點;(2)兩個主軸懸空,在加工空間下方沒有任何元件,切屑直接掉入排屑器快速排出,減少機床立柱的熱變形;(3)為了控制齒面誤差,機床必須具有高動態性能,YKA2260工件主軸與刀具主軸都采用大扭矩電機直驅結構,且每根軸都配有海德漢高精密光柵反饋實時位置,西門子840DSL數控系統閉環控制;(4)零距離上下料,更換刀具方便;(5)加工點易觀察。
2. 機床熱平衡設計技術的研究與應用
在機床設計階段,減少熱源的發熱,加強系統的散熱設計,基于機床熱特性優化設計理論,對設計方案進行理論評價,達到減小機床熱誤差的設計目標;在機床制造與使用階段,對系統的熱誤差進行補償。
機床熱平衡設計技術路線的可行性與具體實施方案:
(1)減少主軸系統發熱技術研究:主要措施有盡量減少中間的傳動環節,把傳動鏈的長度盡量縮短,直接采用內置電機的電主軸,把傳動鏈的長度縮短到零,為了降低電機的發熱量,采用永磁式主軸電機,與感應式電機比較,永磁式電機的轉子不發熱,從而使主軸的溫升大大降低,同時,對永磁電機采用恒溫水冷方式,以確保電機的溫度不會因為負載的變化而變化。
(2)合理的潤滑方式研究:試驗表明,使用油汽潤滑的軸承溫升可比使用脂潤滑時降低5-8℃,比油霧潤滑降低9-16℃。同時保證電機冷卻水流量,保持電機溫度恒定,適當加大主軸軸部氣密封壓縮空氣流量,實現主軸的溫度穩定。
(3)系統的熱誤差補償技術研究:通過溫度和位移傳感器對機床兩主軸進行實時采集溫度和熱位移相關數據,建立機床的熱誤差模型。按熱誤差模型對誤差進行預測,然后將預測的補償值輸入數控系統,執行相應的補償。主軸端的溫度傳感器全時檢測主軸端的溫度變化,通過機床的CNC系統給工件或刀具一個相應方向的補償運動,以抵消主軸熱位移所造成的加工誤差。熱誤差補償圖如圖3所示。
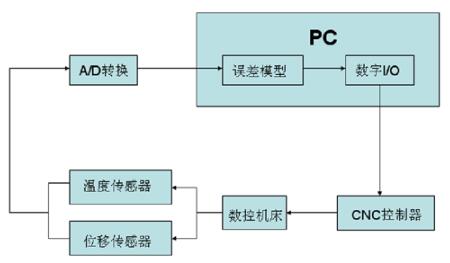
圖 3
(4)切削熱隔離:高速干式切削加工會在加工瞬間產生大量熱量,這些熱量主要集中在切屑中,過熱的高溫鐵屑的聚集會破壞機床的熱穩定性,如不及時將帶有熱量的鐵屑從機床的主體結構中排出,會使機床產生熱變形,影響加工精度,降低工件表面質量。在設計中,采用單獨的排屑系統,與機床主體部件完全隔離,阻止切削熱的傳導,并保證切屑在飛濺的過程中盡快落入排屑機中,迅速排出。
3. 力矩電機驅動主軸的高剛性及抗干擾研究
該機床刀具主軸、工件主軸均采用大扭矩力矩電機直驅結構,從結構設計上避免了因傳動鏈帶來的運動誤差及精度損失;基于該直驅結構的控制需求,對力矩電機輸出的速度平穩性、定位精度、抗干擾能力、熱負載特性等指標進行精準苛刻的約束。
(1)力矩電機調速與定位精度研究:采用高精度測量反饋系統與主軸直連,從而把測量反饋系統、伺服控制系統、力矩電機、機床主軸、整個主軸系統構成一個全閉環伺服控制系統,這樣做的主要目的是:實現速度閉環控制的穩定輸出,實現位置閉環控制的精準輸出。
(2)力矩電機應用過程中的熱保護技術:力矩電機主軸在運轉時,由于切削負載的影響,電機繞組會產生大量的熱量。為保證電機的熱負載特性輸出,在電機定子外圈設計水冷回路,保證了電機繞組在穩定的溫度下工作。同時,力矩電機定子繞組中嵌入有多種溫度傳感器,PTC傳感器主要用來保護電機瞬間升溫,而KTY傳感器用于實時監控電機當前溫度。
(3)力矩電機驅動機床主軸的應用方案研究與試驗驗證:在整機伺服閉環控制系統中,每一個環節的性能都決定著整個系統的精度;針對干切削運動合成的復雜性,運動的高精度與響應的高速性需求,選用高性能、開放性能友好的西門子840D sl數控系統。反饋回路采用高精度光柵與主軸直連,有效減少反饋回路誤差。機床實際加工能力證明,這套力矩電機閉環控制系統具有極高的運動平穩性和較高的定位精度。
(4)力矩電機驅動主軸的高剛性及抗干擾能力研究:在切削過程中,干切機床主軸受切削沖擊最大;保證兩個主軸的穩定運轉是核心,一方面,力矩電機的扭矩足夠克服切削力矩干擾;另一方面,伺服控制系統需要有極高的控制剛性、極快的響應時間。該機型伺服控制系統,電流控制環、速度控制環、位置控制環分別約束力矩電機主軸,使整機閉環控制系統具備極高的伺服增益系數,極低的系統調節時間。這樣在切削過程中產生的力矩干擾能被系統很快抑制,保證切削過程的穩定,確保加工產品的表面質量。
4. 干切計算軟件及其應用
通過對擺線等高齒切齒計算原理的深入研究,完成了等高齒計算設計分析軟件。該軟件主要涵蓋了以下幾個主要模塊:齒坯計算及強度分析、調整卡計算、刀具設計與分析、基于Ease-Off的接觸區調整、輪齒數據計算和分析、齒面誤差反調、含輸入輸出接口的專家系統及數據庫系統。具體包含:不同標準的齒坯設計、基于多檔位的強度譜計算分析、適用于不同機床的多種類型的加工參數轉換、刀具形狀及副刃和凸臺干涉分析、共刀設計及分析、給定齒面點與給定安裝誤差的TCA分析、含齒深和齒厚補償功能的基于Ease-Off或目標Ease-Off的不同安裝誤差下的大輪或小輪參數的接觸區調整、齒頂厚度、齒廓形狀、運動側隙和頂隙分布、根切分析以及基于理論或標準齒面的齒面誤差反調等。
通過在公司齒輪實驗室以及客戶地的各種類型的開發加工應用表明,計算軟件已經完全可以滿足螺旋錐齒輪擺線齒的設計計算和加工應用,是一款成熟實用的針對螺旋錐齒輪加工的含設計、計算和分析等功能的專用軟件。
下面以457-1037中橋產品為例,用計算軟件進行齒輪設計,設計出需要的接觸區形狀和位置,圖4和圖5為理論的接觸區和EaseOff,表3為齒輪基本參數。
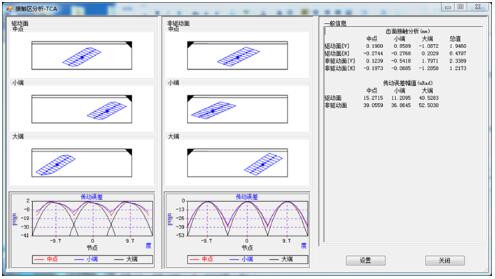
圖4 設計接觸區
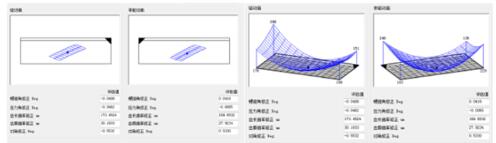
圖5 設計EaseOff

齒輪設計完成后,將數據上傳到服務器,銑齒機YKA2260讀取數據進行銑齒加工,并在測量中心Z5上檢測反調,并將反調參數傳輸到銑齒機上再次銑齒,直到齒面誤差達到要求。產品切齒合格后的齒面實際接觸區如圖6所示。
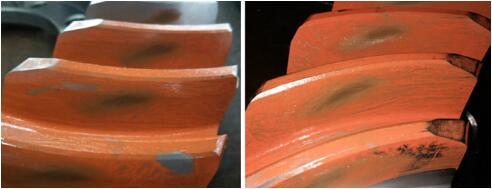
圖6 切齒接觸區
四、成果應用及推廣情況
YKA226全數控螺旋錐齒輪銑齒機在眾多企事業單位得到廣泛應用(見圖7),加工產品精度、加工效率均媲美等同類進口機床,可替代進口。

圖7
YKA2260全數控螺旋錐齒輪銑齒機的研制成功,擺脫了傳統的“黑、濕、油”狀況,改善了我國制造業加工環境,對于提高錐齒輪相關行業的關鍵零部件國產化,提高國內自主配套能力等均有顯著的經濟和社會效益,對加強我國高精密等技術產品有十分重要的戰略意義。
來源: 湖南中大創遠數控裝備有限公司 責編:梅峰)
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

