


機械加工刀具的表面涂層和摩擦磨損性能研究
2018-11-16 來源: 湖北汽車工業(yè)學(xué)院 機械工程學(xué)院 作者:景想云
摘 要:采用圓形電弧技術(shù)和線性離子源技術(shù)在高速鋼和硬質(zhì)合金刀具表面制備了類金剛石涂層,對涂層表面形貌和物相組成進行了觀察,對比分析了膜層成分和耐磨性能。 結(jié)果表明,在高速鋼和硬質(zhì)合金表面分別制備了 0.84 μm和 1.23 μm 厚涂層;對磨過程中 Al 的粘附量由少至多為:N1 涂層<N2 涂層<硬質(zhì)合金基材<高速鋼基材,涂層對機械加工刀具基材耐磨性能提高具有明顯改善作用。
關(guān)鍵詞:刀具;涂層;磨損;顯微組織。
機械加工刀具按工件加工表面的形式可分為五類,加工各種外表面的刀具、孔加工刀具、螺紋加工刀具、齒輪加工刀具和切斷刀具,此外,還有組合刀具。 按切削運動方式和相應(yīng)的刀刃形狀,刀具又可分為三類:通用刀具、成形刀具和展成刀具。 刀具材料大致分如下幾類:高速鋼、硬質(zhì)合金、金屬陶瓷、陶瓷、聚晶立方氮化硼以及聚晶金剛石。
本文以市場上用量較大的高速鋼和硬質(zhì)合金材料為基材,通過在兩種刀具基材表面進行涂層制備的方法,研究了表面涂層的物相組成和結(jié)構(gòu),并對比分析了基材和涂層的摩擦磨損性能, 旨在通過在機械加工刀 具表面制備表面涂層來進一步提高刀具的使用壽命。
1 、實驗材料與方法
選取市場上常用的高速鋼和硬質(zhì)合金刀具作為基材,分別采用圓形電弧技術(shù)和線性離子源技術(shù)在基材上制備金剛石涂層,以提高機械刀具的綜合性能。 高速鋼基材為W8Mo5Cr3V1,硬質(zhì)合金基材為 YG6, 涂層制備過程中在基材上首先制備 Cr 層作為過渡層,整個涂層的結(jié)構(gòu)為:基材 -Cr 層-涂層,涂層成分為 C。 高速鋼表面涂層計為 N-1,制備時的沉積溫度為 180 ℃; 硬質(zhì)合金刀具表層涂層計為N-2,沉積溫度為 65 ℃。涂層的制備工藝流程為基材前處理、抽真空、爐內(nèi)刻蝕、Cr 過渡層沉積、涂層沉積、隨爐冷卻和出爐等步驟。
采用 JSM-2000 型掃描電鏡對基材和涂層的形貌進行觀察, 并用附帶的能譜分析儀測定了微區(qū)成分:物相分析采用德國 BUEKER 型 X 射線衍射分析儀進行觀察,掃描角度為 20°~90°;涂層厚度采用BFK BALL CRATET DEVICE 球 磨 儀 測 量 ; 在F-1500 型摩擦磨損試機上進行磨損試驗 ,對磨材料為工業(yè)純 Al,試驗條件為轉(zhuǎn)速 500 r/min,法向載荷為 200 N,周期為 10 min,試驗溫度為常溫。
2 、實驗結(jié)果與分析
圖 1 為采用圓形電弧技術(shù)在高速鋼表面制備的涂層的截面形貌和能譜分析。 從截面顯微組織中可見基材、Cr 過渡層和表面涂層組織, 采用球磨儀測得的表面涂層的厚度為 0.84 μm,中間 Cr 過渡層的厚度為 0.52 μm。 從能譜線掃描分析結(jié)果可見,在整個基材 -Cr 過渡層-涂層截面的 C 元素和 Cr 元素分布,可見 Cr 元素的濃度梯度界面層,而表面涂層中 Cr 元素含量較低,C 元素含量較高。圖 2 為采用線性離子源技術(shù)在硬質(zhì)合金表面制備的涂層的截面形貌和能譜分析。 從截面顯微組織中可見基材、Cr 過渡層和表面涂層組織, 采用球磨儀測得的表面涂層的厚度為 1.23 μm,中間 Cr 過渡層的厚度為 0.68 μm。 從能譜線掃描分析結(jié)果中也可以清楚看到基材 -Cr 過渡層-涂層截面。整個截面層中 C 元素和 Cr 元素的分布狀態(tài)與高速鋼截面類似,但是在硬質(zhì)合金涂層中 C 元素含量要高。
兩種截面中的 Cr 過渡層中都出現(xiàn)了明顯的 Cr 濃度梯度界面,這種界面的存在可以在一定程度上降低整個涂層的生長應(yīng),從而可 以改善涂層與基材的結(jié)合力。
對高速鋼刀具表面涂層和硬質(zhì)合金刀具涂層表面的金相組織進行觀察,結(jié)果如圖 3。 可以看出,在高速鋼涂層表面出現(xiàn)了許多分布均勻的黑色顆粒,對這些尺寸較小的顆粒進行平均尺寸統(tǒng)計結(jié)果表明,這些黑色顆粒的平均尺寸為 1.13 μm;對比分析硬質(zhì)合金刀具表面金相組織,表面組織中較為干凈,沒有明顯的黑色顆粒狀物質(zhì)出現(xiàn), 只是在局部區(qū)域出現(xiàn)了黑色顆粒狀物質(zhì)。
這可能與涂層的制備工藝有關(guān),高速鋼表面涂層由于采用的是圓形電弧技術(shù),涂層表面會出現(xiàn)較大的波谷,造成表面粗糙度增加,而采用線性離子源技術(shù)的硬質(zhì)合金表面涂層的波谷較為平緩,所以其粗糙度會低。對高速鋼刀具表面涂層和硬質(zhì)合金刀具涂層表面進行 X 射線衍射圖譜分析, 結(jié)果如圖 4。 可以看出, 在高速鋼表面涂層和硬質(zhì)合金涂層中都出現(xiàn)了類金剛石物相和非晶態(tài)饅頭峰。 但是兩種涂層表面的 X 射線衍射圖譜的衍射峰存在一定差異,具體表現(xiàn)為硬質(zhì)合金涂層表面峰較為毛糙,在 60° ~70° 和80° ~90° 間的峰強度明顯小于高速鋼涂層表面峰值強度。 兩種涂層表面的主要物相都為 C,只是 C 的形態(tài)不同而已,高速鋼表面涂層的類金剛石膜層特征更加明顯。
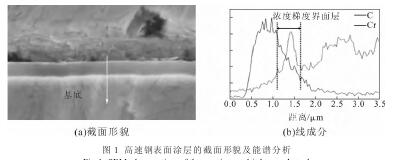
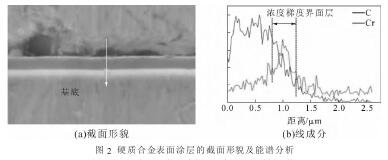
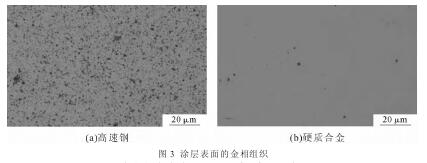
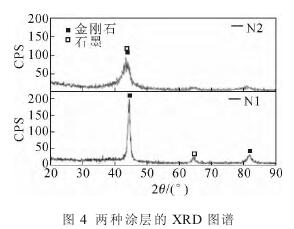
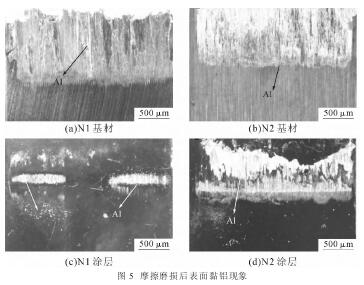
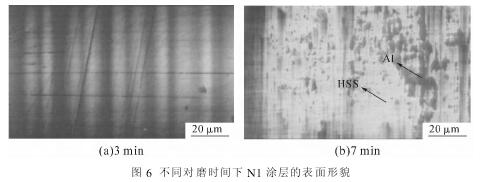
圖 5 對比分析了高速鋼、 硬質(zhì)合金基材、N1 涂層和 N2 涂層在與工業(yè)純 Al 對磨后表面附著 Al 的情況對比分析,并用箭頭指出了鋁的存在,經(jīng)過對比分析可見,在經(jīng)過 10 min 對磨試驗后,高速鋼基材表面質(zhì)量增加了 0.394 g,硬質(zhì)合金基材表面質(zhì)量增加了 0.124 g, 而 N1 涂層和 N2 涂層表面質(zhì)量分別增加了 0.009 g 和 0.023 g。 結(jié)合質(zhì)量情況可見,對磨過程中 Al 的粘附量由少至多為:N1 涂層<N2 涂層<硬質(zhì)合金基材<高速鋼基材。 由此可見,在高速鋼和硬質(zhì)合金刀具表面制備涂層都可以提高耐磨性能,尤其以高速鋼的改善狀況最為明顯。摩擦磨損試驗后, 對高速鋼涂層和硬度合金涂層在磨損時間分別為 3 min 和 7 min 后的表面涂層形貌進行了觀察,結(jié)果如圖 6 圖 7。
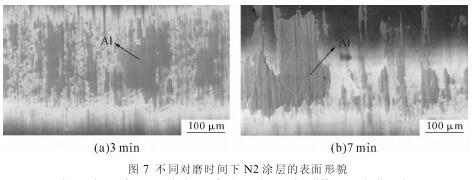
對于高速鋼涂層,在背散射掃描電鏡下,衍射較亮的部位為高速鋼基體,灰色部分為 Al 合金,黑色部分則為涂層,對比 3 min 和 7 min 摩擦后的形貌,3 min 對磨試樣后涂層中沒有出現(xiàn)明顯的 Al 殘留痕跡,涂層有一定程度的減薄, 而 7 min 對磨試驗后涂層中出現(xiàn)了局部破裂, 局部還可以發(fā)現(xiàn)高速鋼基體材料,Al 的殘留也開始出現(xiàn)。對于硬質(zhì)合金涂層, 對比 3 min 和 7 min 摩擦后的形貌,在磨損進行到 3 min 時,涂層中就已經(jīng)出現(xiàn)了破裂,同時在涂層中可以發(fā)現(xiàn)明顯的 Al 殘留痕跡,硬質(zhì)合金基體局部暴露;對比 7 min 摩擦后的形貌,局部破裂行為進一步加劇,同時在涂層表面出現(xiàn)了大面積的 Al 粘附聚集現(xiàn)象, 這一點與對磨后質(zhì)量的變化結(jié)果保持一致。
3 、結(jié)論
(1)高速鋼表面涂層的厚度為 0.84 μm,中間 cr過渡層的厚度為 0.52 μm; 硬質(zhì)合金涂層的厚度為1.23 μm,中間 Cr 過渡層的厚度為 0.68 μm。
(2)在經(jīng)過 10 min 對磨試 驗后 ,高速鋼基材表面質(zhì)量增加了 0.394 g,硬質(zhì)合金基材表面質(zhì)量增加了0.124 g, 而 N1 涂層和 N2 涂層表面質(zhì)量分別增加了 0.009 g 和 0.023 g;對磨過程中 Al 的粘附量由少至多為:N1 涂層<N2 涂層<硬質(zhì)合金基材<高速鋼基材。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)