


塑料模具型腔數控加工過程優化設計
2018-11-29 來源: 淮北職業技術學院 作者:蘇兆興
摘要: 數控加工技術能夠通過建立參數優化系統,有效提高塑料模具生產效率和產品質量。對塑料模具型腔數控加工曲面軌跡及知識表達方式進行分析,并建立了塑料模具型腔數控加工曲面切削參數目標函數及約束條件優化模型。最后根據知識表達數據庫設計,結合模塊系統設計思想,對塑料模具型腔切削工藝參數優化系統開發過程進行了詳細說明。
關鍵詞: 數控加工技術; 目標函數; 約束條件; 知識表達; 數據庫
模具是指利用外力控制使材料物理狀態轉變成特定尺寸和形狀,實現產品加工成型需求的模子及工具,一般根據產品需求由不同零件構成。模具能夠實現工業材料的一體化、工序化生產,其成型產品具有效率高、質量穩定、成本低等優點,因此模具工業成為支持我國國民經濟發展和推動相關產業前進的重要基礎產業。近年來我國塑料產品的需求量呈急劇增長狀態,而塑料模具的生產能力會直接影響塑料產品質量、生產效率及成本,因此塑料工業的發展便在很大程度上依賴于模具工業。傳統塑料模具設計主要依靠技術人員的經驗及技術,結合反復修模確定,具有較大的主觀性和不確定性,嚴重制約了塑料產業,尤其是精密塑料產業的發展。隨著計算機應用技術、信息電子工程技術等的發展,計算機輔助技術被引入塑料模具行業,主要包括計算機輔助設計、計算機輔助制造、計算機輔助工程等。通過不斷的開發及研究,目前 CAD/CAE 系統正向著集成化、智能化、網絡化的方向發展,其應用軟件平臺逐步由計算機主機轉向工作站,軟件類型也在不斷更新換代,已發展成塑料模具制造工業的重要控制技術,能夠有效縮短塑料模具設計及制造周期。數控技術 (NC) 是指通過電腦設置程序控制機器運行的生產加工技術,是計算機集成制造系統 (CIMS)、柔性制造系統 ( FMS) 等主要控制系統的核心技術
新型數控加工技術與 CAD/CAE 系統相結合,能夠使塑料模具制造生產線的運行更高速、功能更多樣、控制更智 能、適應 性 更 強。因 此,本 文 在 塑 料 模 具CAD / CAE 集成開發的環境中,結合塑料制品結構尺寸和設計要求,對塑料模具型腔削切數控編程過程及參數設定進行研究。
1 、塑料模具型腔數控加工曲面切削加工過程及知識表達分析
1. 1 塑料模具型腔數控加工曲面軌跡分析
曲面的三軸加工是塑料模具型腔復雜型面數控加工中的重要形式,可以幫助 CAD/CAE 系統實現精確數控編程。其中刀具進退方式對工件壽命、加工質量和加工安全性均具有較大影響,刀具切入角度與其最大等效應力和應變呈反比,因此螺旋進刀是較理想的進退刀方式,尤其是對于薄壁型塑料零件而言,可以最大程度上減少刀具進刀時的載荷變化量。在進行走刀方式的選擇時需考慮加工時間和加工余量兩個相關因素,其中環切走刀方式即為通過加工區域邊界參數提取輪廓軌跡,其加工余量更均勻; 而行切走刀方式即為通過加工區域平行截切平面得出直線軌跡,其加工長度較長,加工時間短,加工余量不均勻,因此可采用行切走刀與環切走刀相結合的方式,在加工區域邊界部分采用環切刀軌,其余部分采用行切刀軌。
刀具軌跡常用生成算法包括: (1) 等參數線法,即刀具沿曲面的三軸參數線運動,能夠得到較為平整的曲線軌跡。等參數線法計算方法簡單、速度快,可應用于曲面參數分布均勻的塑料模具加工。但其軌跡排列需以最小切削寬度為標準,其他寬度的切削位點難以滿足,切削效率低。 (2) 截面法,利用截面截取塑料模具型腔加工曲面,其得出的一組交線為刀具切削軌跡。截面法可實現走刀過程的光滑性,但由于計算量較大、精度低,在實際應用中加工間距不易控制,容易導致切面形狀與要求不符的情況。 (3) 投影法,根據參數三軸曲面離散模型預先設計好刀具運動曲線,利用其豎自線與曲面投影的求交運算,轉化為加工曲面上的實際削切軌跡。投影算法穩定性較強,且加工方式靈活、應用范圍廣,尤其適用于多曲面的加工方式。但由于實際加工過程難以實時跟蹤曲面變化情況,精度難以控制,投影過程又會進一步擴大誤差,容易產生刀具軌跡分布不均勻及塑料零件表面厚度不一致的缺陷。 (4) 等殘余高度法,使每一組相鄰軌跡間的殘余高度均達到最大殘余高度,由此得出一組最小軌跡數,通過步距增加的方式使加工軌跡長度減短。等殘余高度法可確定最大行距、節約加工時間,并改善塑料零件表面粗糙度。
1. 2 塑料模具型腔數控加工過程知識庫和數據庫分析
知識庫 (KB) 是指某一領域問題相關求解的知識集群,包括事實、約束和規則三種形式。對于塑料模具型腔數控加工過程,用規則形式表達知識工程的因果關系,其中規則前提是刀具知識庫涵蓋的所有模型,規則結論是根據知識庫數據得出的具體操作。一般塑料模具型腔知識庫數據次序結構可根據待解決的問題特性尋找合適的表達方法,本系統選用對象 ( Object) -屬性 ( Attribute) -值 ( Value) 的形式表達塑料模具知識庫。數據庫 (DB) 與知識庫具有一定相似點,但又存在區別,包括數據庫存儲數據量較大、知識庫存儲數據量較小; 數據庫數據類型單一、知識庫數據類型多樣; 數據庫規范性更強、知識庫規范性較弱; 數據庫修改模式少、權限低,知識庫修改模式多、權限更高等。知識庫和數據庫相結合可起到相互補充的目的,其結合策略包括知識庫與數據庫相互參入對方條件達到擴充和基于兩者建立接口模塊,實現系統藕合兩種。
2、建立塑料模具型腔數控加工曲面切削參數優化模型
在塑料模具型腔數控加工環境和相關設備不變的情況下,可通過參數設定提高模具的生產效率和質量。本文綜合考慮塑料模具削切加工過程效率及成本因素,提出多目標優化方案,設計相關決策變量,建立參數模型,確定其約束條件和目標函數算法。
2. 1 建立塑料模具型腔數控加工曲面切削目標函數
首先將加工過程效率最優作為目標,以切削速度、進給率作為相關變量,建立利用單一刀具削切單一塑料零件所用時間 (Tu) 方程:



綜合分目標優化方案,利用統一目標函數加權組合法,權衡目標函數的量綱差異,提出總目標函數最優解計算方程:
上式采用直接加權算法,wi代表第 i 次削切加權因子對整體目標的重要程度,根據其值可調整不同目標量級排序。
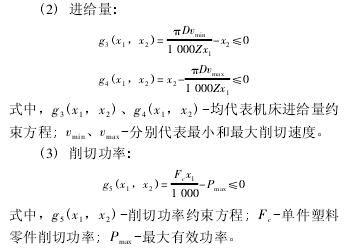
2. 2 建立塑料模具型腔數控加工曲面切削約束條件
加工過程各約束條件應滿足:
(1) 削切速度:

3 、塑料模具型腔削切工藝參數優化系統設計
3. 1 塑料模具型腔削切工藝參數優化系統數據的設計
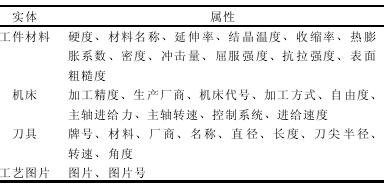
本文選用實體-聯系模型 (E-R) 表示塑料模具型腔實體和屬性的關聯設計模型,進行系統數據庫設計。塑料模具型腔 E-R 模型得出的實體和屬性對應關系如表 1 所示。
表 1 塑料模具型腔 E-R 模型
3. 2 塑料模具型腔削切工藝參數優化系統模塊設計
塑料模具型腔削切工藝參數優化系統可分為零件材料模塊、刀具模塊、機床模塊、削切用量模塊、工件模塊等,其中材料模塊數據庫可實現塑料零件材料信息的查詢; 刀具模塊數據庫可實現刀具信息的查詢,有利于模具型腔加工制造過程中軟件的開發及選擇; 機床模塊數據庫可提供不同削切機床的技術參數及使用信息; 削切用量模塊數據庫可提供模具削切速度、深度和進給量等加工條件信息的查詢; 工件模塊數據庫包括塑料模具工件加工實例及相關分析,為用戶在設計過程提供參考依據。塑料模具型腔削切工藝參數優化系統總體結構設計如圖 1 所示。
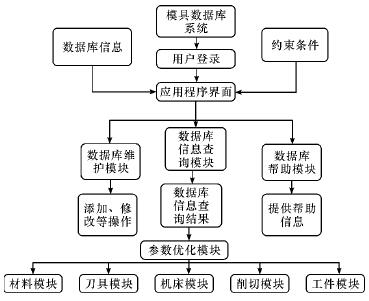
圖 1塑料模具型腔參數優化系統總體結構設計
3. 3 塑料模具型腔削切工藝參數優化系統開發過程
選用 Microsoft Visual C++作為系統開發環境和編程工具,開放式數據庫連接 (ODBC) 數據庫結構及對應的標準應用程序接口 (API) 進行程序驅動。使用 ODBC 中的 CRecordset 類進行數據庫連接,程序從數據源中選取一組數據繪制表格,通過該方式對數據集進行修改、刪除等操作。
進行 MFCODBC 數據庫開發過程時,可在項目工程中引入定義文件 afxdb. h,具體方法:
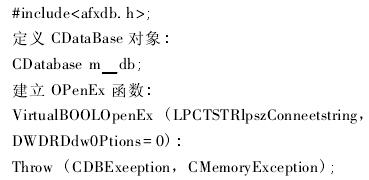
建立數據庫連接代碼:

4 、結語
塑料模具型腔數控加工削切參數優化系統能夠將傳統 CAD/CAE 控制系統與智能控制集成技術相結合,通過知識庫推理,使相關技術人員獲取準確削切參數信息,快速有效提高塑料模具生產效率和產品質量。本文研究塑料模具型腔數控加工刀具進退方式和軌跡生成算法,通過知識庫和數據庫相結合,提出塑料模具型腔削切工藝參數優化系統設計方案,為未來塑料模具型腔數控加工技術的研究及應用提供理論基礎。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

